中 文
中 文

The Importance of Custom Dentures Tailoring Prosthetics to Meet Patient Needs
2025-04-03
2026-03-04
In 2026, Dutch dental laboratories—particularly in Amsterdam, Rotterdam, Utrecht, and The Hague—rely heavily on CAD/CAM milling of glass ceramic, mainly lithium disilicate, for anterior crowns, veneers, inlays, onlays, and premolar restorations. With high intraoral scanner adoption and demand for precise, aesthetic, minimally invasive work, optimizing milling parameters is essential. Proper settings reduce chipping, improve marginal fit (target <100–150 μm), minimize surface roughness, extend tool life, and shorten production time while maintaining clinical reliability.
Lithium disilicate glass ceramic mills in its pre-crystallized (metasilicate) state using wet milling with diamond-coated burs and continuous water coolant to prevent heat-induced micro-cracks. Post-milling crystallization enhances strength (typically 360–500 MPa) and aesthetics. Dutch labs benefit from open-architecture systems and hybrid workflows integrating 3D printing for models/guides, but milling optimization remains key to quality and efficiency.

The Netherlands' digital dentistry sector grows steadily, with CAD/CAM penetration exceeding 70% in private labs and clinics. Aesthetic demand drives glass ceramic use for visible zones, supported by supplementary insurance covering premium restorations. Urban labs in Amsterdam and Rotterdam handle high volumes of cosmetic cases, while Utrecht focuses on integrated restorative/implant work. Sustainability priorities favor low-waste processes and durable materials.
Key challenges include edge chipping during milling (especially on thin sections like veneers), bur wear from hard milling, and achieving smooth surfaces for reduced polishing time. Optimized parameters address these, ensuring marginal gaps below clinically acceptable limits (150 μm) and survival rates >95–98% long-term.

Optimized settings deliver:
Resin composites may show better internal fit in some comparisons, but glass ceramic excels optically when milled precisely.

AI-assisted parameter suggestions and hybrid milling/printing workflows will refine optimization. European growth (CAGR ~8–10%) supports investment in high-RPM spindles (up to 100,000 RPM) for faster, smoother processing.
Optimizing CAD/CAM milling parameters for glass ceramic in Dutch dental labs—focusing on 30,000–60,000 RPM spindle speeds, balanced feed rates (up to 3,500 mm/min), wet cooling, and multi-step strategies—ensures superior marginal fit, minimal chipping, and efficient production. Labs in Amsterdam, Rotterdam, Utrecht, and beyond achieve reliable, aesthetic restorations that meet rising patient expectations and clinical standards. Regular calibration, bur management, and parameter testing keep outcomes consistent. As digital dentistry advances in the Netherlands, precise milling of lithium disilicate remains central to delivering natural, durable anterior/premolar work—driving lab competitiveness and patient satisfaction in 2026.

Dry & wet milling for zirconia, PMMA, wax with auto tool changer.
learn more
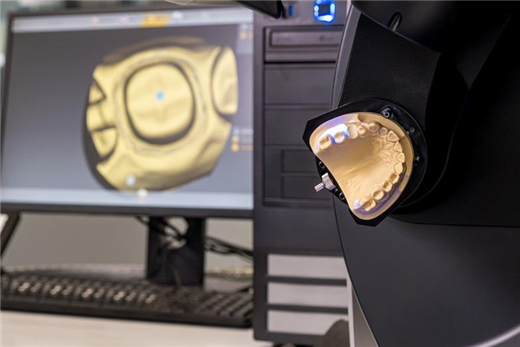
High-precision 3D scanning, AI calibration, full-arch accuracy.
learn more
40-min full sintering with 57% incisal translucency and 1050 MPa strength.
learn more

40-min cycle for 60 crowns, dual-layer crucible and 200°C/min heating.
learn more
High-speed LCD printer for guides, temporaries, models with 8K resolution.
learn more