


Устойчивые методы фрезерования CAD/CAM на фоне инфраструктурных проблем в странах Африки к югу от Сахары
2025-12-11
2025-12-23
Производство стоматологических блоков из диоксида циркония представляет собой строгий многоэтапный процесс, обеспечивающий высокое качество, прочность и эстетику для приложений CAD/CAM. Ниже приведен подробный английский перевод и описание процесса.
Первый шаг смешивание порошков в специальной мастерской, оборудованной трехмерные смесители и Смесители V-образного типа. Параметры рецептуры и время смешивания устанавливаются в соответствии с характеристиками различных порошков. Профессиональный персонал строго соблюдает рецептурные пропорции, смешивая сырье — порошок циркония — и затем отправляя его в цех сухого прессования для формования.

Второй шаг сухое прессование, разделенный на два типа: цех формовки белого циркония и цех формовки цветного циркония. Смешанный порошок прессуют в исходные блоки.
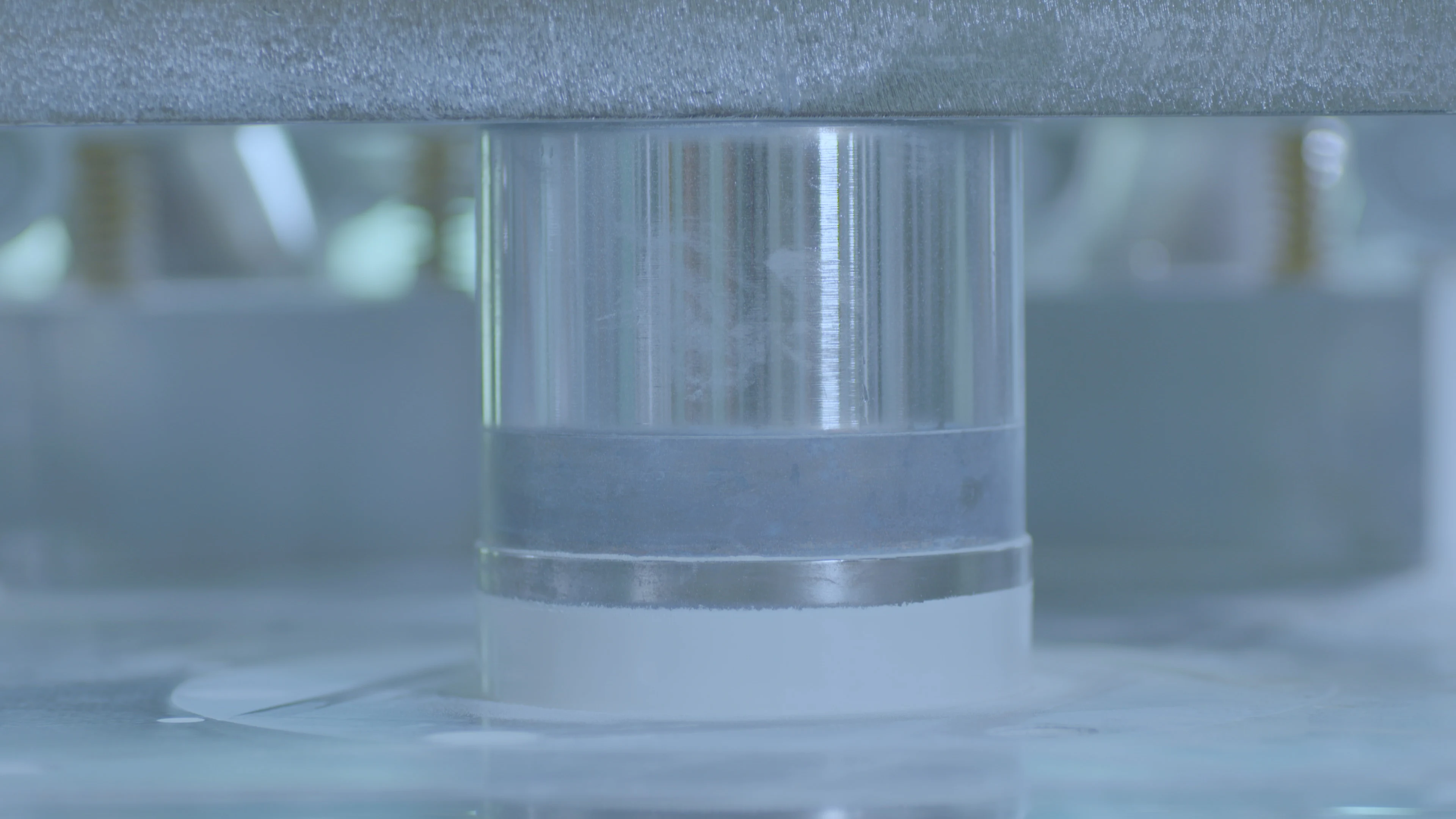
Далее блоки диоксида циркония в вакуумной упаковке передаются в цех холодного изостатического прессования. Эти блоки очень хрупкие после вакуумной упаковки и требуют немедленной мойки без мойки. Гидравлическая машина использует воду в качестве среды для приложения равномерного давления, что приводит к уменьшению объема и значительному увеличению плотности.
После обработки блоки проходят проверку размеров и качества. Квалифицированные блоки затем приступают к предварительному спеканию.
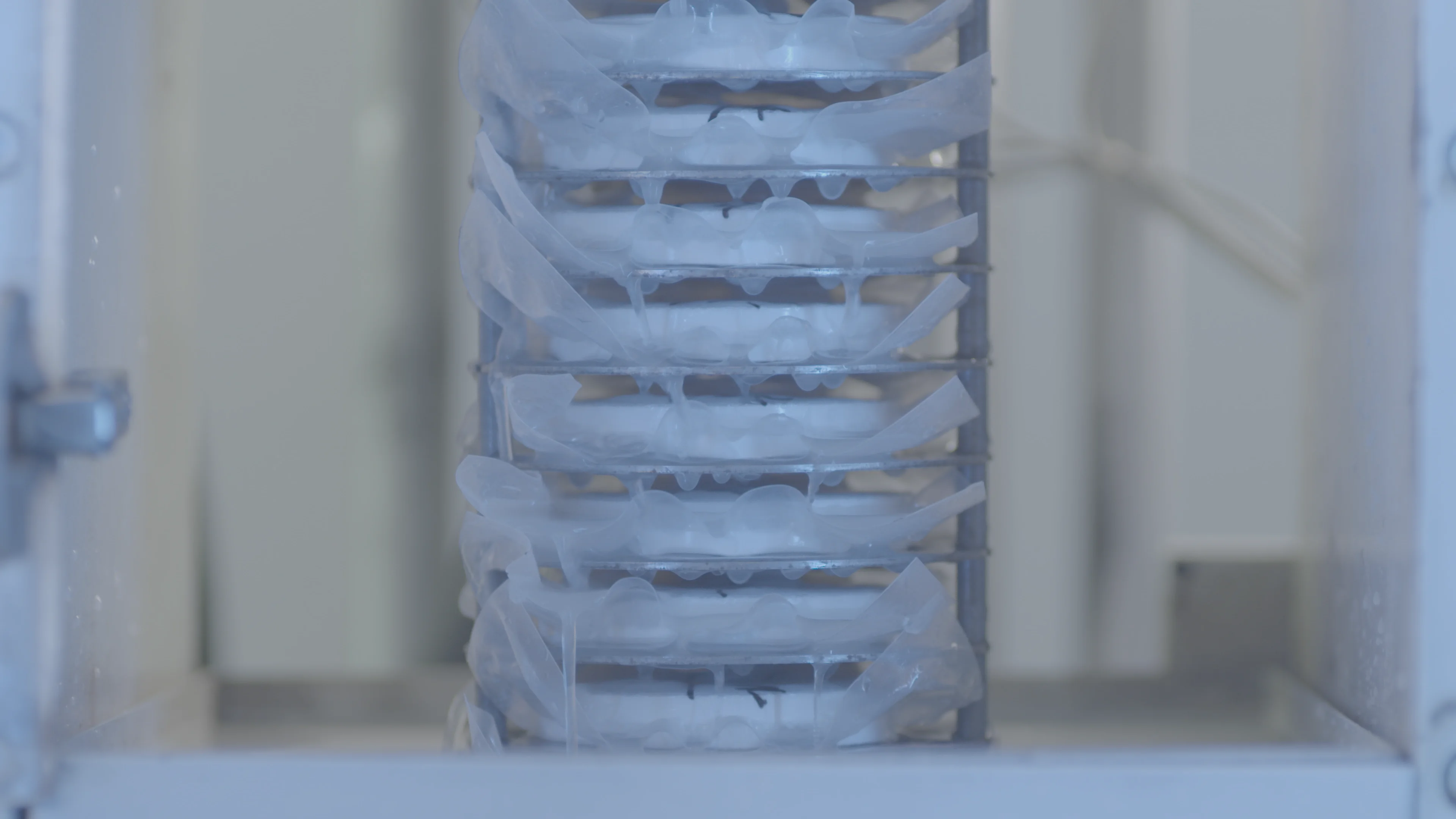
В цех предварительного спекания, тЛиния спекания разделена на низкотемпературный, среднетемпературный, и высокотемпературные зоны. Зоны низкой и средней температуры в первую очередь обезвреживают блоки — поскольку порошок диоксида циркония содержит связующие, при постепенном нагревании происходит испарение органического материала. Наконец, высокотемпературная зона еще больше увеличивает плотность продукта. Квалифицированные блоки охлаждаются и оставляются на отдых по категориям перед отправкой в цех фасонной обработки.

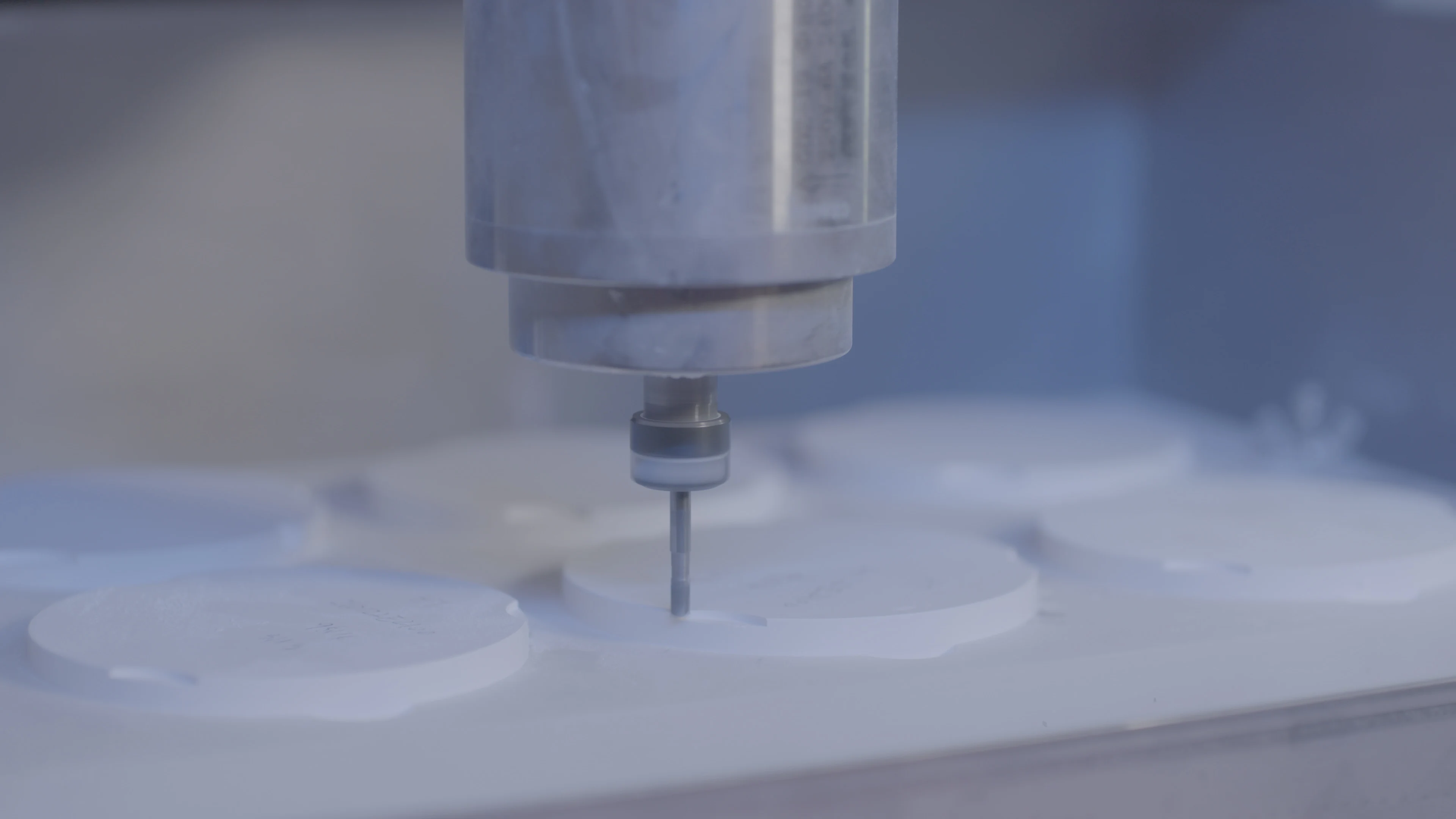
В цех фасонной обработкиБлоки обрабатываются на станках по заданным заказчиком размерам и внешнему виду, что обеспечивает стандартизированность и точность внешних форм.
Квалифицированные блоки после фасонной обработки отправляются на типографский и упаковочный цех. Используемая технология печати лазерная печать, способный обрабатывать 100 блоков в час. Оснащенный УФ-лампами, он сушит чернила непосредственно во время печати, чтобы предотвратить размазывание.
Наконец, полностью сертифицированные блоки диоксида циркония упаковываются и отправляются.





2025-12-11

2024-07-09

2026-01-06


