

 китайский
китайский
Интеграция искусственного интеллекта в стоматологическое сканирование и дизайн: приложения, точность и тенденции 2026 г.
2026-02-09
2026-03-19
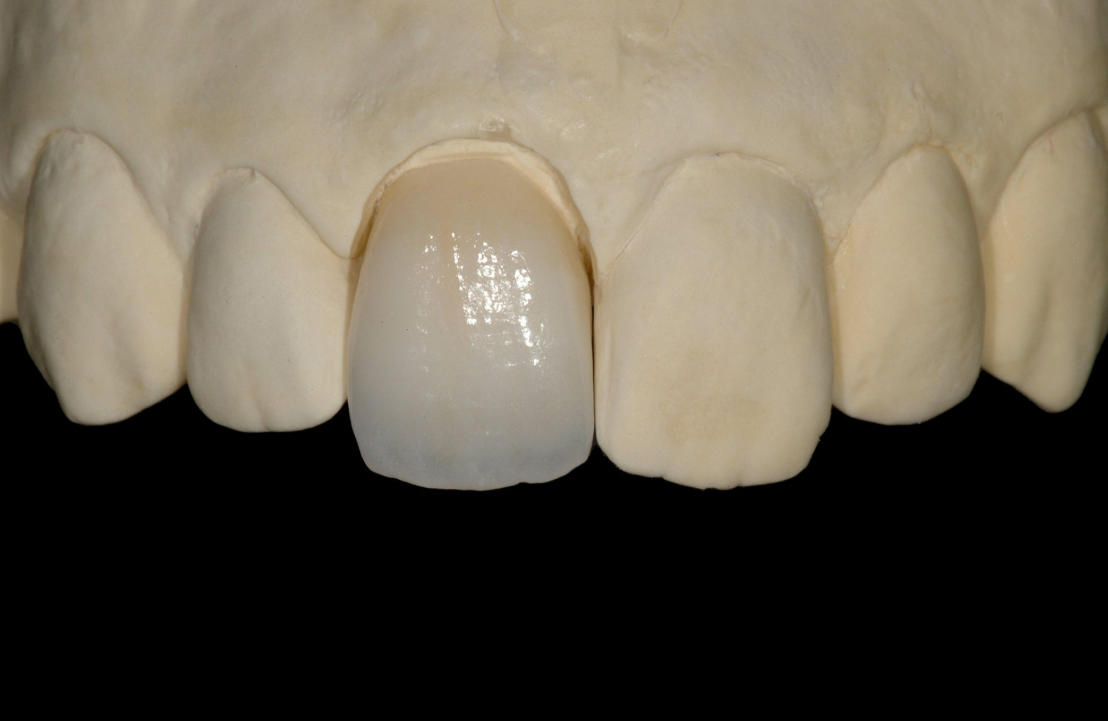
Стоматологические пресс-слитки, в основном на основе дисиликата лития, остаются надежным выбором для создания высокоэстетичных, монолитных или слоистых коронок, виниров и вкладок с помощью техники термопрессования по выплавляемым моделям. Их превосходная прозрачность, естественное пропускание света и прочная адгезионная связь обеспечивают превосходную эстетику, а уровень клинической выживаемости часто превышает 95% в течение 5–10 лет для одиночных реставраций. Тем не менее, несмотря на достижения в области материаловедения, постоянная чувствительность обработки и операционные препятствия ограничивают эффективность и предсказуемость во многих лабораториях.
В этой статье рассматриваются текущие технические ограничения в технологии прессования слитков и повседневные разочарования, о которых сообщают технические специалисты и стоматологи. Опираясь на данные in vitro и клинические исследования за 2024–2025 годы, он дает четкую информацию для лучшего выбора материалов и оптимизации рабочих процессов в 2026 году и в последующий период.
Прессовые слитки основаны на контролируемом плавлении и впрыскивании в формовочные формы при высоких температурах (обычно 900–950 ° C), но этот процесс требует компромиссов в отношении материалов и технологий.

Чувствительность обработки и микроструктурные изменения Повторное или неправильное термопрессование существенно изменяет кристаллическую структуру. Исследования показывают, что несколько циклов прессования увеличивают размер кристаллов и пористость, одновременно снижая плотность и прочность на изгиб. Одно исследование 2024 года показало, что повторное прессование слитков дисиликата лития снижает механические свойства из-за более крупных кристаллов дисиликата лития и пустот. Время выдержки и точная температура (даже небольшие отклонения в 10–20°C) критически влияют на кристаллизацию, приводя к неравномерной прочности разных партий. Такая чувствительность требует точной калибровки печи и затрудняет стандартизацию.
Несоответствие усадки и проблемы с посадкой При прессовании происходит линейная усадка 0,2–0,3 %, которую необходимо точно компенсировать расширением паковочной массы. Несоответствие вызывает незначительные пробелы, внутренние несоответствия или искажения. Исследования точности in vitro, сравнивающие прессованные и фрезерованные реставрации, указывают на более высокие отклонения в прессованных системах при отклонении параметров паковочной массы или выгорания. Плохая посадка увеличивает вероятность переделки и необходимость регулировки в кресле.
Ограничения вязкости разрушения и прочности Хотя монолитный прессованный дисиликат лития обеспечивает прочность на изгиб 360–500 МПа, она все же ниже, чем у диоксида циркония. Задние реставрации демонстрируют более высокий риск переломов при тяжелой окклюзии, при этом сколы или объемные разрушения чаще встречаются у пациентов с бруксизмом. Сравнительные исследования 2025 года подтверждают, что прессованные слитки хорошо работают при одиночных коронках, но отстают в сценариях с несколькими агрегатами или высокими нагрузками по сравнению с альтернативами CAD/CAM.
Реакционный слой и поверхностные эффекты Взаимодействие между слитком и паковочной массой во время прессования может образовать реакционный слой, влияющий на краевую целостность и прочность соединения. Чрезмерное нажатие или неправильная глубина плунжера могут привести к расколу кольца или неполному заполнению, как отмечается в отчетах по устранению неполадок в лаборатории.
Технические специалисты и врачи часто сообщают о разочарованиях, которые влияют на производительность лаборатории и долговечность восстановления.
Трудоемкий рабочий процесс и задержки выполнения работ Полный процесс — изготовление воска, отливка, паковка, выжигание (длится несколько часов), прессование и удаление — требует значительно больше шагов и времени, чем фрезерование. Лаборатории сообщают о узких местах в крупных клиниках, а длительный срок выполнения работ расстраивает стоматологов и пациентов. Обучение новых технических специалистов точным параметрам приводит к дополнительным задержкам.
Чувствительность техники и риск ошибки Небольшие изменения в смешивании паковочной массы, температуре обжига или цикле прессования приводят к таким дефектам, как пористость, неполное прессование или трещины. Пользователи жалуются на проблемы с глубиной плунжера, вызывающие трещины колец и необходимость постоянного обслуживания печи. Эти ошибки приводят к потере слитков и переделок.
Сколы, переломы и клинические изменения Даже в монолитных конструкциях под нагрузкой возникают окклюзионные сколы, особенно если окклюзия или полировка неоптимальны. Клинические данные показывают более высокий процент неремонтопригодных неудач в задних прессованных реставрациях по сравнению с передними. Регулировка посадки или окклюзии приводит к появлению микротрещин, снижающих долговременную прочность.
Полировка и эстетические проблемы Достижение оптимальной чистоты поверхности (Ra <0,2 мкм) после прессования и кристаллизации является трудоемким процессом. Недостаточная полировка приводит к образованию пятен, задержке зубного налета или износу противоположных зубов. Многослойные корпуса требуют дополнительных этапов облицовки, что приводит к риску температурного несоответствия.
Требования к оборудованию и техническому обслуживанию Специализированные печи для прессования и паковочные системы увеличивают затраты и требования к пространству. Регулярная калибровка, замена плунжера и контроль качества инвестиций увеличивают текущие расходы и время простоя.

Минимизировать риски сегодня:
Постоянные достижения — улучшенные рецептуры слитков с наноструктурированными наполнителями, более быстрые циклы кристаллизации, автоматизированные системы прессования и гибридные рабочие процессы пресса-CAD/CAM — обещают снижение чувствительности и более быструю обработку. К 2026–2030 гг. следует ожидать более широкой доступности предварительно кристаллизованных пресс-слитков и оптимизации параметров с помощью искусственного интеллекта для получения более предсказуемых результатов.
Стоматологические пресс-слитки обеспечивают выдающуюся эстетику и надежную работу для многих реставраций, однако чувствительность обработки, проблемы контроля усадки, ограничения прочности под нагрузкой и сложность рабочего процесса продолжают бросать вызов лабораториям и врачам. Технические специалисты постоянно требуют более простых протоколов, более щадящих материалов и более быстрого выполнения работ без ущерба для качества.
Признавая эти ограничения и применяя строгие, научно обоснованные методы, лаборатории могут максимизировать показатели успеха, одновременно сокращая количество переделок и разочарований. Пресс-слитки остаются краеугольным камнем эстетической стоматологии, но точное исполнение и осознанный выбор необходимы для достижения оптимальных результатов в 2026 году и в последующий период.

Сухое и мокрое фрезерование циркония, ПММА, воска с автоматическим устройством смены инструмента.
узнать больше
Высокоточное 3D-сканирование, калибровка AI, точность полной дуги.
узнать больше
Полное спекание в течение 40 минут, режущая прозрачность 57% и прочность 1050 МПа.
узнать больше
Сверхбыстрый сканер с точностью до 5 микрон и открытым экспортом в формат STL.
узнать больше
40-минутный цикл на 60 коронок, двухслойный тигель и нагрев 200°С/мин.
узнать больше
Высокоскоростной ЖК-принтер для шаблонов, временных протезов, моделей с разрешением 8К.
узнать больше



2026-02-09

2025-11-25

2024-07-23


