中国語
中国語

CAD/CAM テクノロジーが歯科医療における患者エクスペリエンスをどのように向上させるか
2026-01-11
2026-06-05
YUCERAのFAQへようこそ!私たちは毎週、CAD CAM 機器とジルコニア ブロックを使用して、お客様が直面する実際の課題に取り組んでいます。洞察は当社の研究開発、マーケティング、アフターセールスチームから直接得られます。好奇心旺盛?解決したい問題はありますか?会話に参加して経験を共有し、ワークフローをよりスマートかつ効率的にするソリューションを見つけてください。
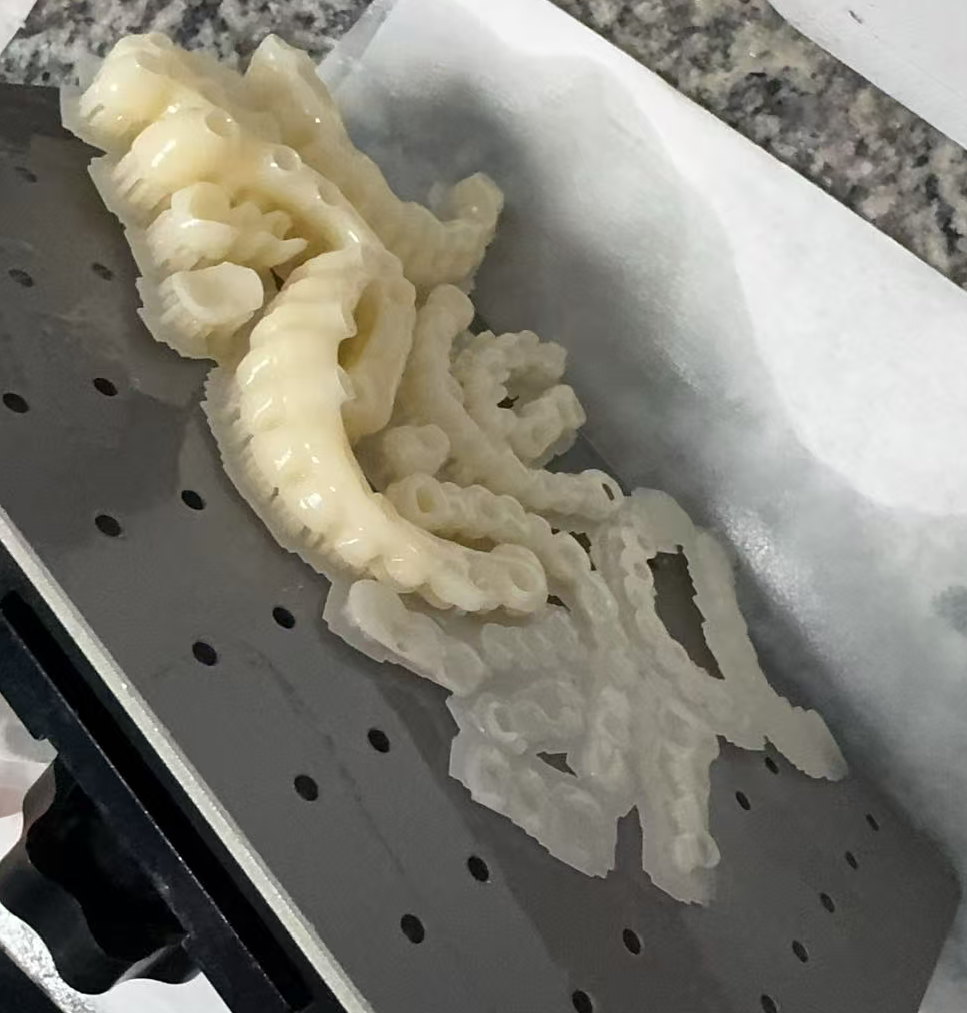
今日のトピックは「P100 歯科用 3D プリンター FAQ | プリント剥がれ、レイヤーシフト、プリント途中の失敗を修正する」です。"

1. LCD 画面の露出を確認する
LCD 画面が適切に機能し、正常に表示されていることを確認します。
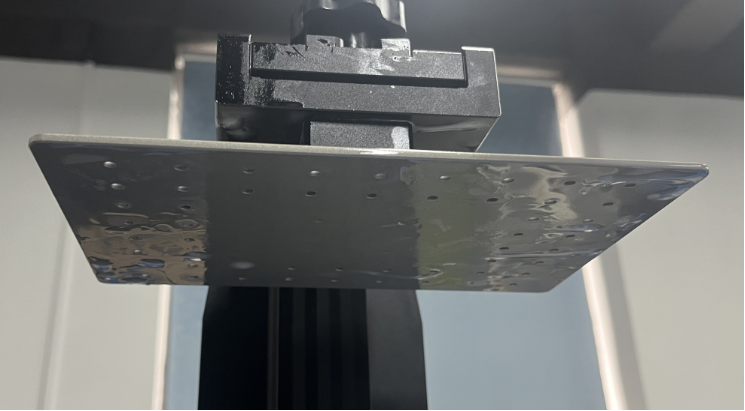
2. ビルドプラットフォームのレベリングを確認する
不適切なプラットフォームの水平調整は、プリント剥離の最も一般的な原因の 1 つです。
標準のキャリブレーション手順に従って、ビルド プラットフォームを再度水平にします。
水平にした後、プラットフォームがしっかりと固定されていることを確認してください。
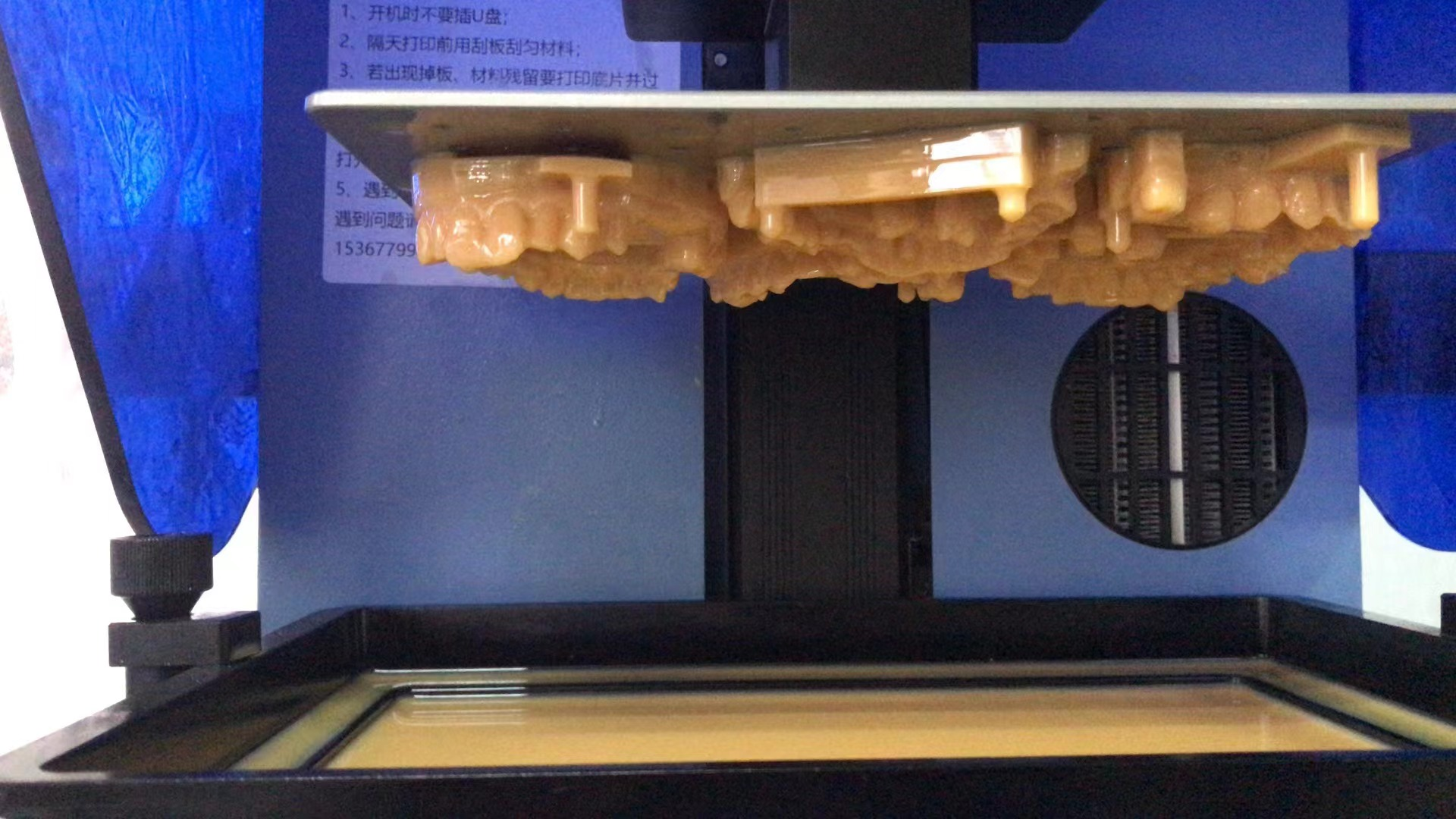
3. 最下層の露光時間を増やす
最下層の露出が不十分な場合、モデルとビルド プラットフォーム間の接着力が弱くなる可能性があります。
樹脂メーカーの推奨に従って、底部の露出時間を徐々に増やします。
調整後はテスト印刷を行い、密着性能を確認してください。

4. 剥離フィルム (FEP/PFA フィルム) を検査します。
剥離フィルムに傷、曇り、へこみ、しわ、過度の摩耗がないか確認してください。
フィルムを徹底的に洗浄し、適切な照明の下で表面を検査します。
必要に応じて、プラスチックスクレーパーで表面をそっと触って、損傷した領域を特定します。
著しい磨耗や損傷が検出された場合は、剥離フィルムを交換してください。

1. ビルドプラットフォームまたはレジンタンク内に破片がないか確認します
ビルドプラットフォームの表面に硬化した樹脂の残留物や異物がないか検査します。
スクレーパーを使用して、プラットフォームの表面からゴミを取り除きます。
樹脂タンクをプラスチックスクレーパーで注意深くチェックし、硬化した破片がバット内に残っていないことを確認します。
2. プラットフォームのレベリングとプラットフォームの平坦性を確認する
標準のキャリブレーション手順に従って、ビルド プラットフォームを再度水平にします。
偶発的な衝突による衝撃による損傷や変形がないかプラットフォームを検査します。
盛り上がった領域やバリがある場合は、プラットフォームのレベリングを再度実行する前に、目の細かいサンドペーパーで慎重に滑らかにしてください。
3. 影響を受ける領域の LCD 画面を検査します。
LCD 画面の表面がきれいで、樹脂の汚れ、指紋、ほこりがないことを確認してください。
印刷に失敗した領域に対応する領域に特に注意してください。
スクリーン検査テストを実行して、光の透過率と露出が正常であることを確認します。
4. 最下層の露光時間を増やす
底部の露出が不十分であると、ビルド プラットフォームの特定の領域で接着力が弱くなる場合があります。
最下層の露光時間を適切に増やし、テスト印刷を実行して結果を確認します。

5. レジンタンクがしっかりと固定されていることを確認します
レジンタンク取付ネジがしっかり締まっているか確認してください。
レジンタンクが緩んでいると層分離力が不均一になり、局所的な印刷障害が発生する可能性があります。


1. 剥離フィルム(FEP/PFAフィルム)の張力を確認する
レジンタンクを清掃し、剥離フィルムの状態を検査します。
剥離フィルムの中心を軽くたたいて、その弾力性と張力を確認します。
フィルムが過度に緩んでいたり、伸びすぎたり、古くなったりすると、剥離力が増大し、層の剥離やモデルの破損が発生する可能性があります。
剥離フィルムの張力の低下、変形、過度の摩耗が見られる場合は、剥離フィルムを交換してください。
2. レジンタンクに破片や硬化したレジンの破片がないか検査します。
タンク内に残る硬化樹脂の破片は印刷プロセスを妨げ、層のずれや印刷の失敗を引き起こす可能性があります。
レジンタンクを空にして徹底的に掃除します。
タンク洗浄露光を実行して、残留硬化材料を除去します。
プリントを再開する前に、液晶画面とレジンタンクに異常がないか確認してください。
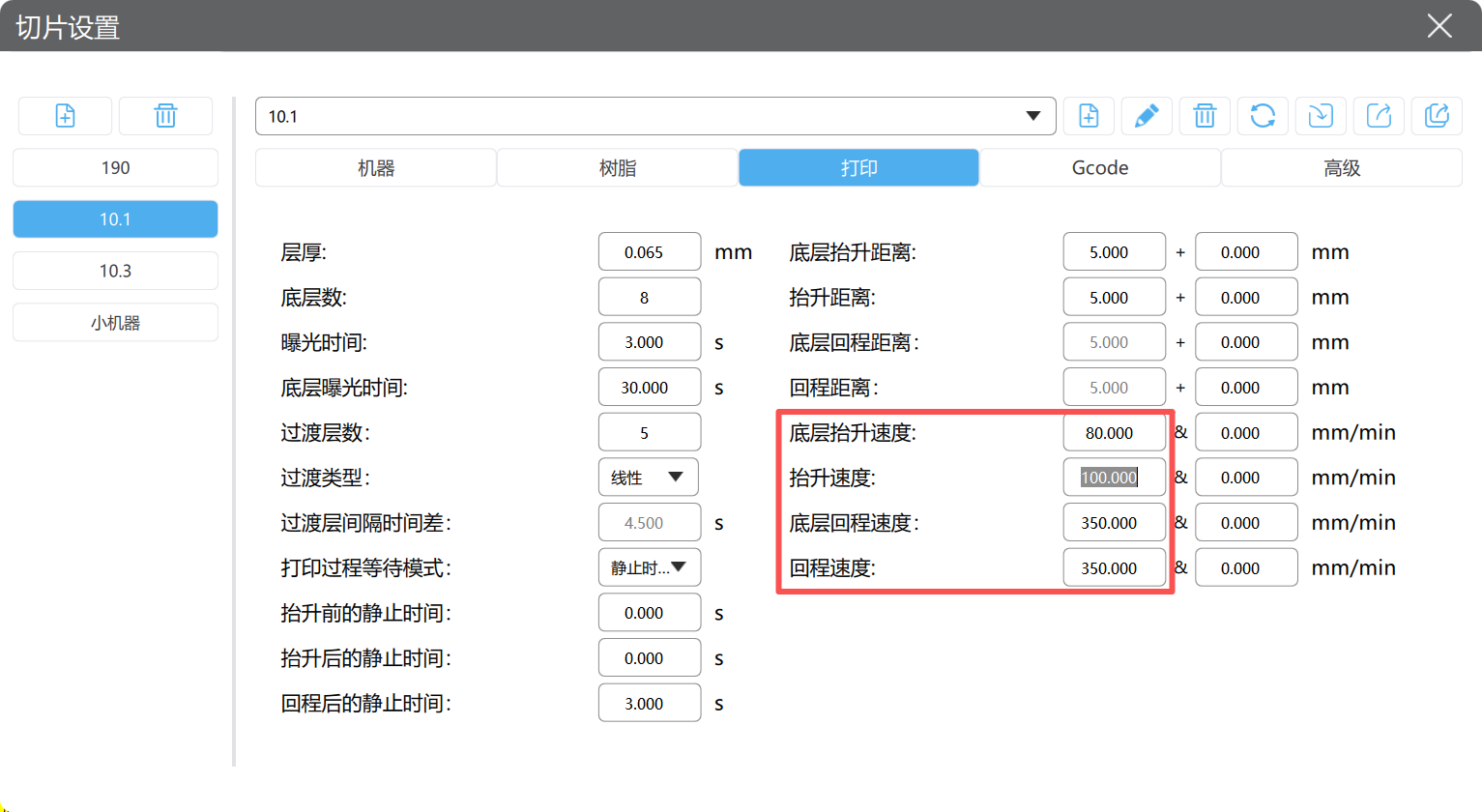
3. 印刷速度を下げる
過度の上昇速度または後退速度は、特に背が高い、薄い、または複雑なジオメトリの場合、モデルに対する機械的ストレスを増加させる可能性があります。
印刷の安定性を向上させるために、リフト速度と分離速度を適切に下げてください。
速度を下げると、層の剥離、亀裂、印刷途中の失敗などのリスクが軽減されます。