
 cinese
cinese
Fattori chiave che influenzano la precisione degli scanner intraorali dentali
2025-09-05


2026-04-28
Stampa 3D è diventato una pietra miliare dei moderni laboratori odontotecnici, accelerando la creazione di modelli diagnostici, monconi di lavoro, guide chirurgiche e basi per allineatori. Eppure molti laboratori continuano a combattere risultati di stampa instabili — deformazioni, deviazioni dimensionali, incongruenze degli strati e scarsa ripetibilità, che portano a restauri inadeguati, tassi di rifacimento più elevati e frustrazione per il medico.
La buona notizia è che la maggior parte dell’instabilità deriva da processi frammentati piuttosto che dalla tecnologia stessa. Un completo ottimizzazione del flusso di lavoro digitale Questo approccio può trasformare risultati incoerenti in una produzione stabile e prevedibile che soddisfi le richieste cliniche.
Recenti studi in vitro mostrano che le deviazioni del valore quadratico medio (RMS) per i modelli dentali dell’intera arcata stampati in 3D variano comunemente da circa 73 μm a 194 μm, con molti che rientrano tra 109 μm e 140 μm. Le resine lavabili con acqua hanno dimostrato valori RMS medi inferiori (circa 109 μm) rispetto ad altre formulazioni in condizioni standardizzate. Sebbene questi valori rimangano spesso entro soglie cliniche ampiamente accettate (tipicamente inferiori a 200-250 μm per modelli diagnostici e protesici), la variabilità da lotto a lotto e le influenze ambientali spesso spingono i risultati al di fuori delle tolleranze affidabili.
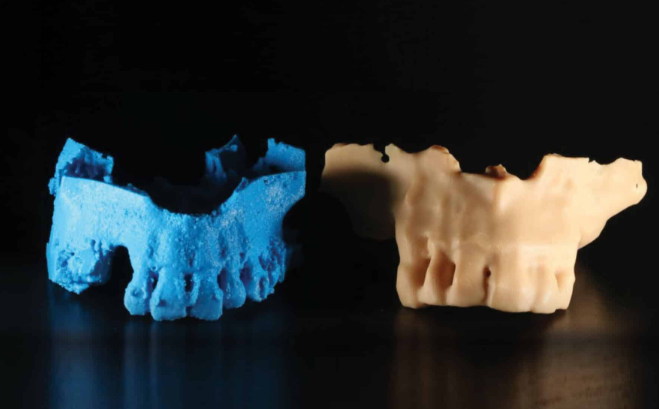
Le regioni posteriori, le superfici curve e le aree vicine ai supporti tendono a mostrare deviazioni locali maggiori. Fattori come il tipo di resina, l'orientamento della stampa, lo spessore dello strato e la post-elaborazione svolgono un ruolo significativo sia nell'accuratezza (vicinanza alla scansione originale) che nella precisione (ripetibilità).
Manifestazioni comuni di instabilità includono deformazione della base, imprecisioni occlusali, distorsione marginale, delaminazione e deriva dimensionale progressiva su stampe multiple.
L'instabilità di solito deriva da variabili incontrollate nel flusso di lavoro:
L'orientamento della stampa influenza in modo significativo i risultati; certi angoli aumentano le distorsioni legate al supporto o gli effetti gravitazionali su grandi superfici.

I laboratori di successo trattano la stampa 3D come un processo di produzione controllato. Ecco un pratico quadro di ottimizzazione passo dopo passo:
1. Rafforzare le fasi digitali a monte (scansione e progettazione)
Gli input accurati sono essenziali. Utilizza scanner intraorali o da laboratorio ad alta precisione e convalida la completezza delle scansioni. Nel software CAD è possibile applicare la riparazione automatizzata della mesh, applicare parametri di progettazione coerenti e incorporare fattori noti di compensazione del ritiro del materiale. Crea librerie di modelli convalidati per diversi tipi di modelli con progetti di base ottimizzati e strategie di supporto.
2. Implementare una rigorosa calibrazione e manutenzione della stampante
Stabilire routine di calibrazione giornaliere o per turno:
La manutenzione preventiva riduce la maggior parte dei problemi di adesione e uniformità.
3. Standardizzare la preparazione e il taglio della prestampa
Spessori di strato più piccoli o parametri degli ugelli ottimizzati in alcune tecnologie possono migliorare i dettagli della superficie e ridurre l'effetto scala.
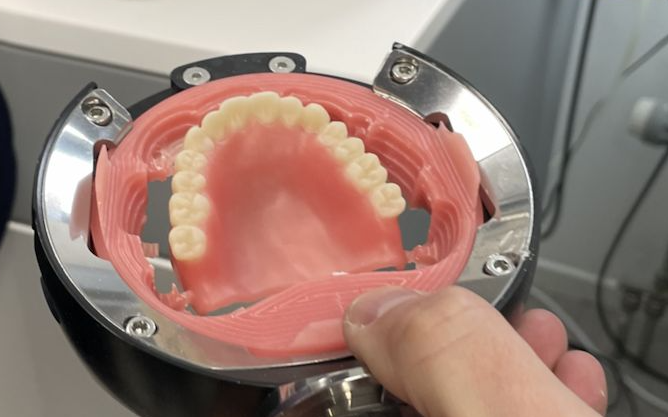
4. Controllare la post-elaborazione per la stabilità dimensionale
La post-elaborazione è spesso l’anello più debole. Standardizzare:
Una corretta polimerizzazione post-stampa migliora le proprietà meccaniche riducendo al minimo le sollecitazioni residue che causano instabilità a lungo termine.
5. Costruire procedure operative standardizzate (SOP) end-to-end e controllo di qualità
I laboratori che implementano la standardizzazione completa spesso ottengono risultati clinici più prevedibili e riducono gli sprechi di materiale.
Definire obiettivi chiari in base all'applicazione. Molti modelli diagnostici e protesici funzionano bene con una deviazione RMS complessiva inferiore a 150-200 μm, mentre le guide chirurgiche e i componenti ad alta precisione richiedono tolleranze più strette. Utilizza mappe di deviazione codificate a colori insieme ai valori RMS per una valutazione completa.
Inizia l'ottimizzazione su elementi a volume elevato come modelli di studio o di lavoro, quindi passa ad applicazioni più impegnative. Conduci controlli interni regolari, esamina i registri degli errori e regola i parametri in base ai dati. Il controllo ambientale e la formazione del personale apportano benefici cumulativi nel tempo.
Un flusso di lavoro digitale ben ottimizzato non solo stabilizza la stampa 3D, ma migliora anche l’efficienza complessiva del laboratorio, riduce i tempi di consegna e rafforza i rapporti con i medici attraverso risultati più coerenti.
I modelli dentali stampati in 3D instabili raramente rappresentano una limitazione intrinseca della tecnologia: di solito sono sintomi di un flusso di lavoro non ottimizzato o frammentato. Ottimizzando sistematicamente ogni fase – scansione precisa, preparazione solida dei file, calibrazione disciplinata, parametri standardizzati, post-elaborazione controllata e controllo di qualità rigoroso – i laboratori odontoiatrici possono ottenere una produzione affidabile e ripetibile che soddisfa o supera le aspettative cliniche.

Fresatura a secco e ad umido per zirconia, PMMA, cera con cambio utensile automatico.
saperne di più
Scansione 3D ad alta precisione, calibrazione AI, precisione dell'intera arcata.
saperne di più
Sinterizzazione completa di 40 minuti con traslucenza incisale del 57% e resistenza di 1050 MPa.
saperne di più
Scanner ultraveloce con precisione di 5 micron con esportazione STL aperta.
saperne di più
Ciclo da 40 min per 60 corone, crogiolo doppio strato e riscaldamento a 200°C/min.
saperne di più
Stampante LCD ad alta velocità per guide, provvisori, modelli con risoluzione 8K.
saperne di più







