

 Chinois
Chinois
Comment la technologie CAD/CAM améliore l’expérience des patients en dentisterie
2026-01-11
2026-06-05
Bienvenue dans la FAQ de YUCERA ! Chaque semaine, nous relevons un véritable défi auquel nos clients sont confrontés avec les équipements CAD CAM et le bloc de zircone. Les informations proviennent directement de nos équipes R&D, marketing et après-vente. Curieux? Vous avez un problème que vous aimeriez résoudre ? Rejoignez la conversation, partagez votre expérience et découvrez des solutions qui rendent votre flux de travail plus intelligent et plus efficace.
Aujourd'hui, notre sujet est "FAQ sur l'imprimante 3D dentaire P100 | Correction du détachement d'impression, des décalages de couche et des échecs en cours d'impression"."

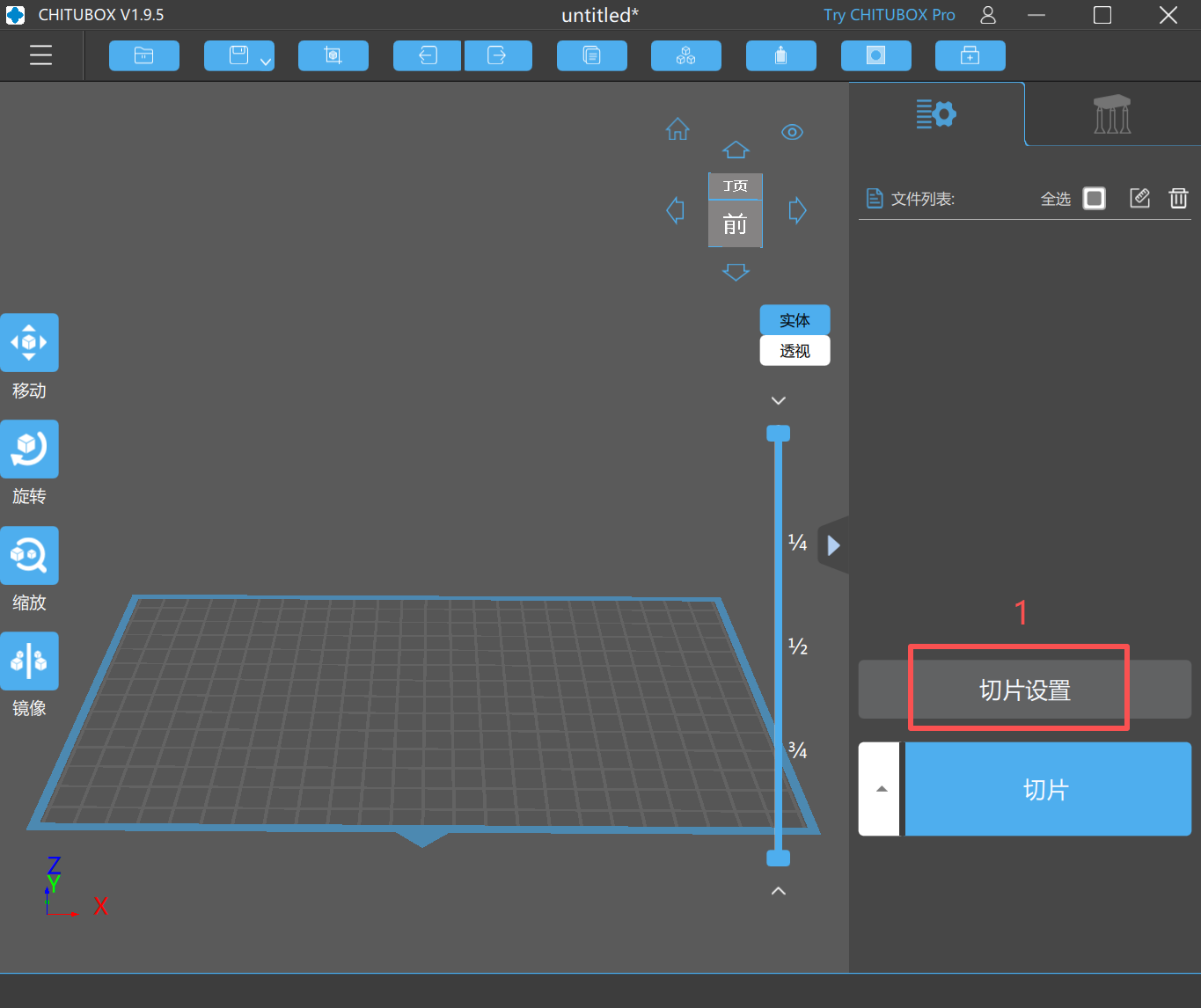
1. Vérifiez l'exposition de l'écran LCD
Vérifiez que l'écran LCD fonctionne correctement et s'expose normalement.
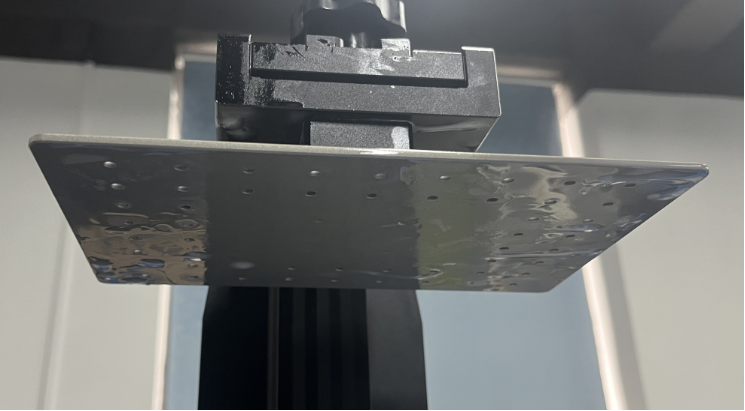
2. Vérifiez le nivellement de la plate-forme de construction
Une mauvaise mise à niveau de la plate-forme est l'une des causes les plus courantes de détachement de l'impression.
Remettez à niveau la plate-forme de construction en suivant la procédure d'étalonnage standard.
Assurez-vous que la plate-forme est fermement fixée après la mise à niveau.
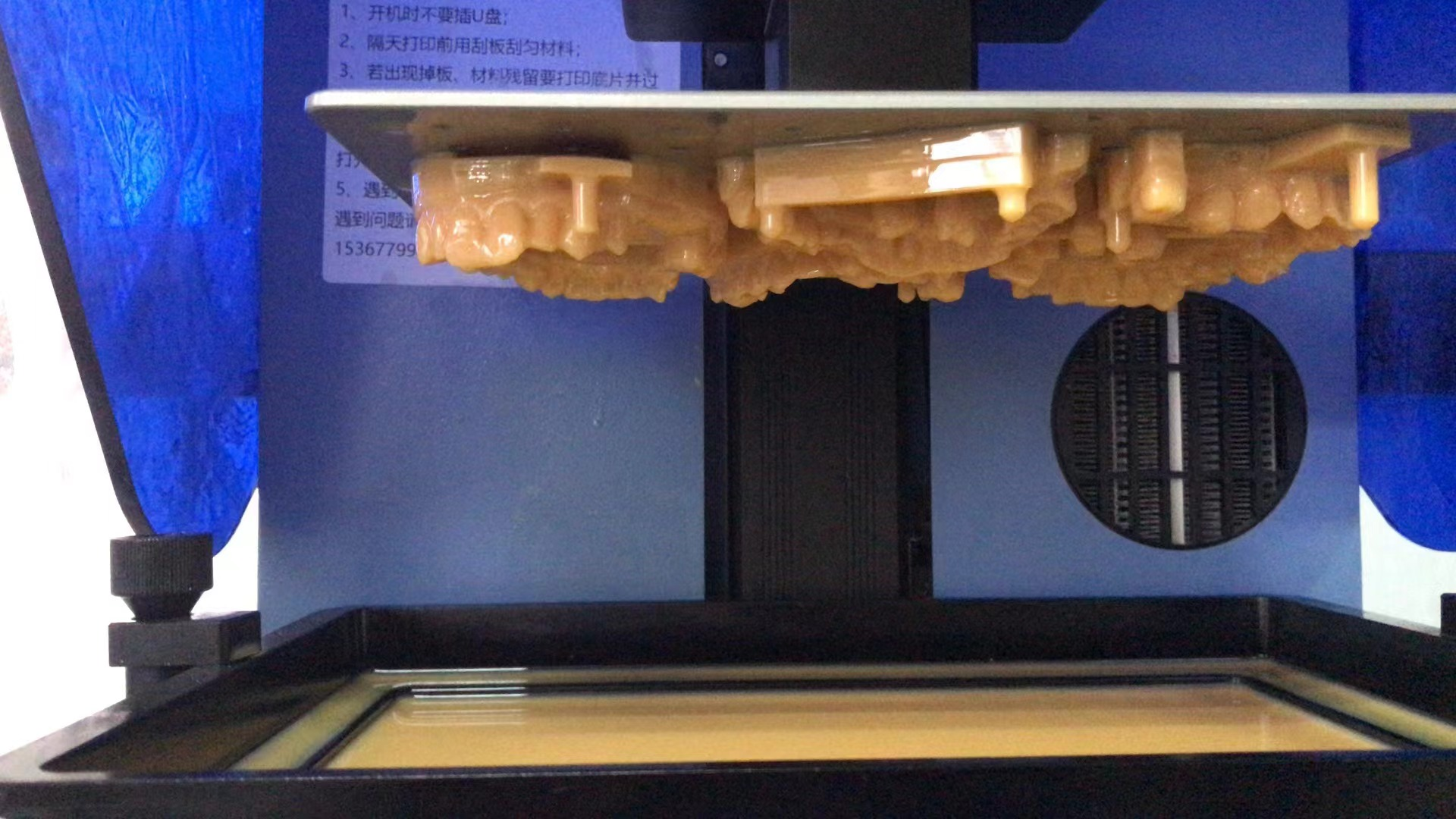
3. Augmentez le temps d’exposition de la couche inférieure
Une exposition insuffisante de la couche inférieure peut entraîner une faible adhérence entre le modèle et la plateforme de construction.
Augmentez progressivement le temps d'exposition du bas selon les recommandations du fabricant de résine.
Après réglage, effectuez un test d'impression pour vérifier les performances d'adhérence.

4. Inspectez le film de sortie (film FEP/PFA)
Vérifiez le film antiadhésif pour déceler des rayures, des troubles, des bosses, des rides ou une usure excessive.
Nettoyez soigneusement le film et inspectez sa surface sous un éclairage adéquat.
Touchez doucement la surface avec un grattoir en plastique si nécessaire pour identifier les zones endommagées.
Remplacez le film antiadhésif si une usure ou des dommages importants sont détectés.

1. Vérifiez la présence de débris sur la plate-forme de construction ou à l'intérieur du réservoir de résine.
Inspectez la surface de la plate-forme de construction à la recherche de résidus de résine durcie ou de particules étrangères.
Utilisez un grattoir pour enlever tous les débris de la surface de la plate-forme.
Vérifiez soigneusement le réservoir de résine avec un grattoir en plastique pour vous assurer qu'aucun fragment durci ne reste à l'intérieur de la cuve.
2. Vérifiez le nivellement et la planéité de la plate-forme
Remettez à niveau la plateforme de construction selon la procédure d'étalonnage standard.
Inspectez la plate-forme pour déceler tout dommage ou déformation causée par des collisions accidentelles.
Si des zones surélevées ou des bavures sont présentes, lissez-les soigneusement avec du papier de verre à grain fin avant de procéder à nouveau au nivellement de la plate-forme.
3. Inspectez l'écran LCD dans la zone affectée
Assurez-vous que la surface de l'écran LCD est propre et exempte de contamination par la résine, d'empreintes digitales ou de poussière.
Portez une attention particulière à la zone correspondant à la région d'impression ayant échoué.
Effectuez un test d’inspection de l’écran pour vérifier la transmission et l’exposition normales de la lumière.
4. Augmentez le temps d’exposition de la couche inférieure
Une exposition inférieure insuffisante peut entraîner une faible adhérence dans certaines zones de la plateforme de construction.
Augmentez le temps d'exposition de la couche inférieure de manière appropriée et effectuez un test d'impression pour vérifier le résultat.

5. Vérifiez que le réservoir de résine est solidement fixé
Vérifiez que les vis de montage du réservoir de résine sont complètement serrées.
Un réservoir de résine lâche peut provoquer des forces de séparation des couches inégales, entraînant des échecs d'impression localisés.


1. Vérifiez la tension du film de démoulage (film FEP/PFA).
Nettoyez le réservoir de résine et inspectez l'état du film antiadhésif.
Tapotez doucement le centre du film antiadhésif pour vérifier son élasticité et sa tension.
Un film trop lâche, trop étiré ou vieilli peut augmenter les forces de séparation et provoquer un détachement des couches ou une rupture du modèle.
Remplacez le film antiadhésif s'il présente une tension réduite, une déformation ou une usure excessive.
2. Inspectez le réservoir de résine à la recherche de débris ou de fragments de résine durcie
Les fragments de résine durcie restant dans le réservoir peuvent interférer avec le processus d'impression et provoquer des décalages de couches ou des échecs d'impression.
Videz et nettoyez soigneusement le réservoir de résine.
Effectuer une exposition de nettoyage du réservoir pour éliminer les résidus de matière durcie.
Vérifiez l'écran LCD et le réservoir de résine pour déceler toute anomalie avant de redémarrer l'impression.
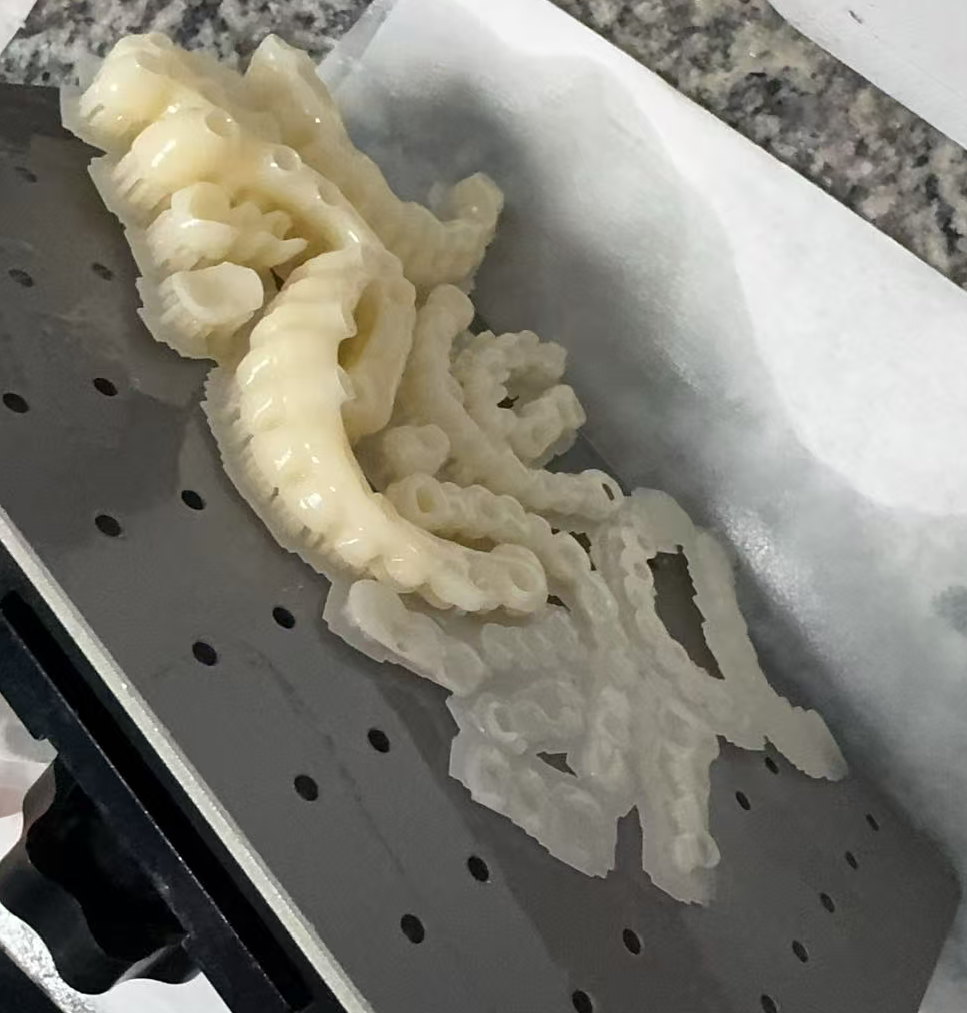
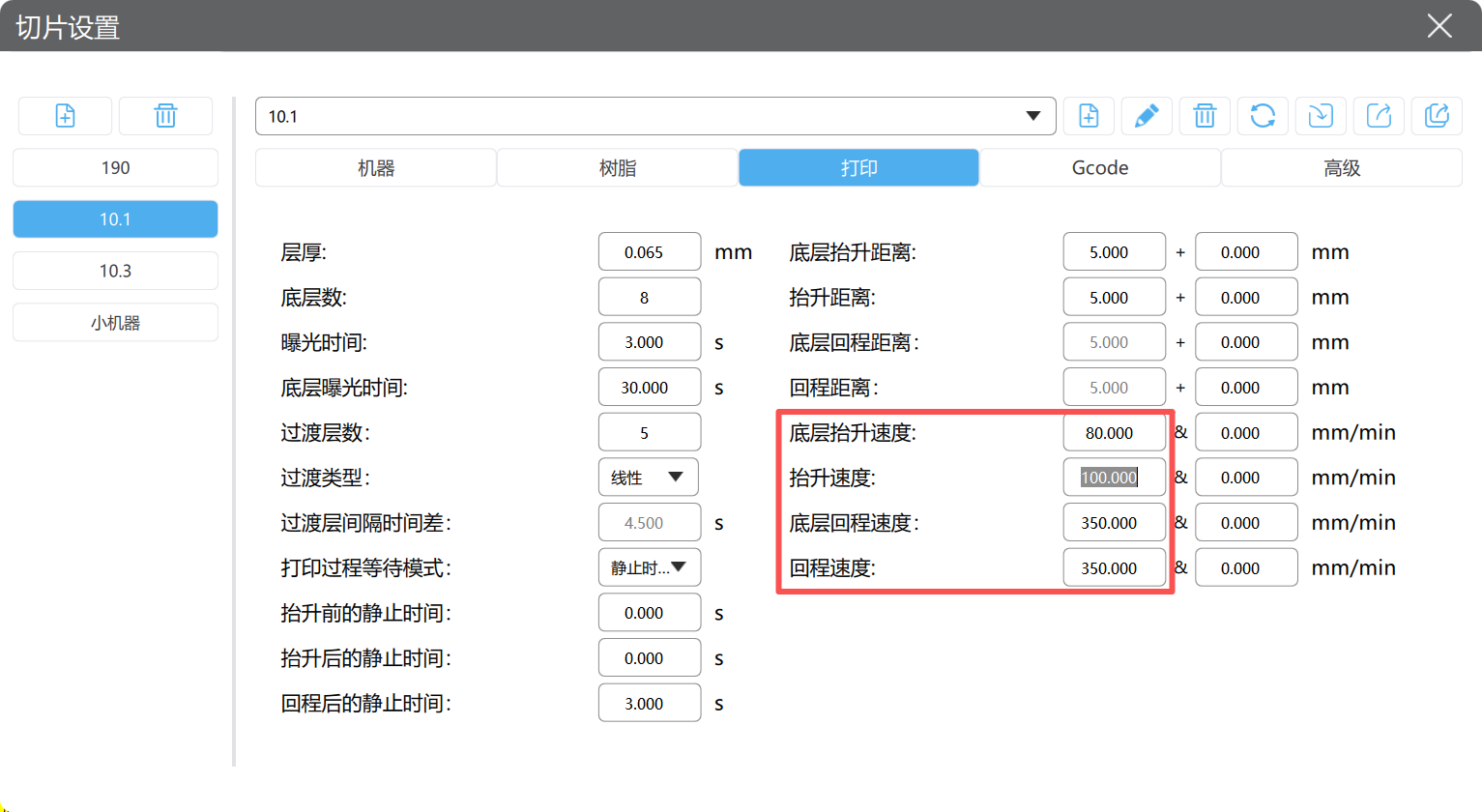
3. Réduisez la vitesse d’impression
Une vitesse de levage ou de rétraction excessive peut augmenter les contraintes mécaniques sur le modèle, en particulier pour les géométries hautes, fines ou complexes.
Réduisez la vitesse de levage et la vitesse de séparation de manière appropriée pour améliorer la stabilité de l'impression.
Des vitesses inférieures contribuent à réduire le risque de séparation des couches, de fissures et d'échecs en cours d'impression.

Fraisage à sec et humide pour zircone, PMMA, cire avec changeur d'outils automatique.
apprendre encore plus
Numérisation 3D de haute précision, calibrage AI, précision de l'arche complète.
apprendre encore plus
Frittage complet de 40 minutes avec une translucidité incisive de 57 % et une résistance de 1 050 MPa.
apprendre encore plus
Scanner ultra-rapide d'une précision de 5 microns avec exportation STL ouverte.
apprendre encore plus
Cycle de 40 min pour 60 couronnes, creuset double couche et chauffage 200°C/min.
apprendre encore plus
Imprimante LCD haute vitesse pour guides, provisoires, modèles avec résolution 8K.
apprendre encore plus




2026-01-11

2024-11-06

2026-03-30


