

 Chinois
Chinois
Potentiel de la CFAO dentaire au Moyen-Orient et en Afrique 2026 : tendances d'adoption précoce aux Émirats arabes unis et en Afrique du Sud
2026-01-19
2026-04-25
Vous êtes aux prises avec des modèles dentaires imprimés en 3D incohérents ? Comment les laboratoires peuvent optimiser les flux de travail pour une sortie stable et fiable
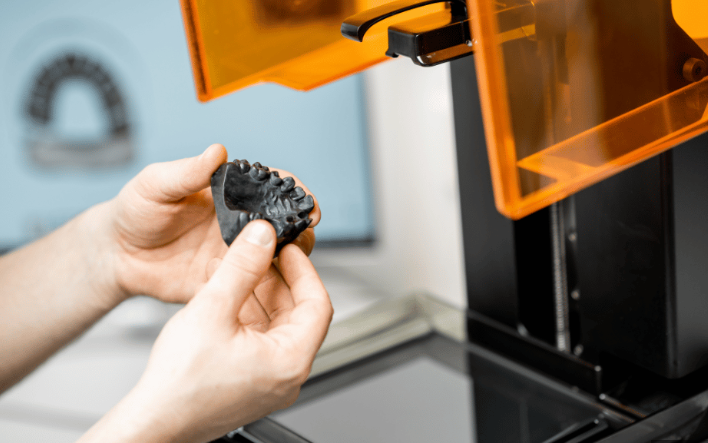
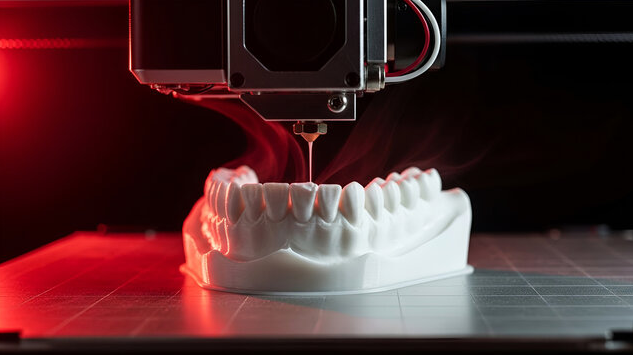
Dans les laboratoires dentaires, impression 3D a transformé la production de modèles, de guides chirurgicaux, de moules d'aligneurs, de restaurations temporaires et de gouttières personnalisées. Il offre une vitesse et une précision que les méthodes traditionnelles ont du mal à égaler. Pourtant, de nombreux laboratoires sont toujours confrontés à une frustration commune : des résultats incohérents. Un lot donne des ajustements parfaits ; le suivant montre des déformations, des erreurs dimensionnelles ou une mauvaise qualité de surface qui nécessite des reprises et des retards.
L’incohérence fait perdre du temps, du matériel et du travail tout en mettant en danger les résultats cliniques. Des études montrent que les modèles dentaires imprimés en 3D peuvent atteindre une précision inférieure à 100 μm dans des conditions optimales, mais la variabilité réelle entraîne souvent des erreurs plus élevées en raison de facteurs incontrôlés. Les laboratoires qui maîtrisent l'optimisation des flux de travail réduisent les taux d'échec, améliorent la répétabilité et augmentent la rentabilité.
Ce guide décrit les étapes pratiques et éprouvées pour stabiliser votre processus d'impression 3D dentaire sans recourir à des marques de matériel spécifiques. Concentrez-vous sur les principes fondamentaux qui fournissent des résultats cohérents sur les systèmes à base de résine couramment utilisés en dentisterie.
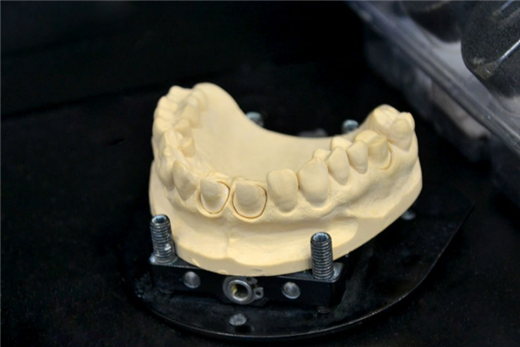
Les applications dentaires exigent des tolérances strictes. Un modèle présentant même un écart de 200 à 300 μm peut affecter l'ajustement de la couronne, l'emplacement des aligneurs ou la précision du guidage, conduisant à des ajustements au fauteuil ou à des demandes de refonte. Une sortie cohérente signifie:
Les problèmes courants incluent le délaminage des couches, la déformation, les marges imprécises, les surfaces rugueuses et le retrait dimensionnel. Ceux-ci proviennent souvent des paramètres de l'imprimante, de l'environnement, de la manipulation des matériaux ou du post-traitement plutôt que de la technologie elle-même.
L'incohérence commence souvent avant l'impression. La qualité variable des fichiers STL ou les stratégies de support ont un impact direct sur les résultats.
Créez une liste de contrôle de conception : résolution, paramètres de creusement (le cas échéant), trous de drainage et épaisseur de paroi. Documentez les préréglages approuvés pour les applications courantes telles que les modèles d’étude, les guides chirurgicaux ou les moules d’alignement.
Un étalonnage régulier est la base de la répétabilité. Une plateforme de construction mal alignée ou des optiques dégradées peuvent ruiner des constructions entières.
Planifiez une maintenance préventive chaque semaine : inspectez les déversements de résine, nettoyez les filtres et effectuez des tests d'impression avec un modèle d'étalonnage standard pour vérifier l'exactitude dimensionnelle.
La qualité et la manipulation de la résine influencent fortement la cohérence.
Différentes résines rétrécissent à des rythmes différents. Calibrez votre flux de travail pour chaque type de matériau (résine de modèle, résine de guide chirurgical, etc.) et notez les facteurs de compensation dans le logiciel de découpage s'il est pris en charge.

Les paramètres génériques fournissent rarement des résultats optimaux. Développer des profils validés:
Exécutez des tests systématiques : imprimez le même objet de test (par exemple, une grille ou une arcade dentaire aux dimensions connues) tout en faisant varier un paramètre à la fois. Mesurez les résultats avec un pied à coulisse ou un scanner numérique et enregistrez ce qui offre la meilleure justesse et précision.
De nombreux laboratoires atteignent une répétabilité élevée en verrouillant des préréglages « en or » pour chaque application et en formant tous les techniciens à leur utilisation.
Le post-traitement entraîne souvent plus de variabilité que l'impression elle-même.
Standardisez toute la séquence de post-traitement avec des minuteries et des listes de contrôle. Mesurez les pièces finales par rapport au fichier numérique pour quantifier le retrait et appliquez une compensation dans la conception si nécessaire.
La cohérence nécessite des mesures et des commentaires.
Envisagez un contrôle statistique de base des processus : suivez l'écart moyen et l'écart type au fil du temps pour prouver l'amélioration.
Traitez l’impression 3D comme un flux de travail numérique intégré plutôt que comme une étape isolée:
Commencez petit : optimisez une application (par exemple, les modèles d'étude) avant de passer aux guides chirurgicaux ou aux guides temporaires. Documentez le flux de travail entièrement optimisé et mettez-le à jour à mesure que vous obtenez des données.
Les laboratoires qui mettent en œuvre ces pratiques signalent souvent:
Bien que la précision absolue varie selon la technologie (les systèmes SLA/DLP excellent généralement pour les modèles dentaires), la clé est la répétabilité au sein de votre configuration. L'acceptabilité clinique pour de nombreuses applications se situe dans la plage <100 à 200 μm, et des flux de travail disciplinés y parviennent régulièrement.
La cohérence de l’impression 3D dentaire peut être obtenue grâce à la discipline plutôt qu’à un équipement exotique. En contrôlant les variables à chaque étape, de la préparation du dossier au traitement final, les laboratoires peuvent fournir des résultats stables et de haute qualité qui soutiennent de meilleurs résultats pour les patients et la croissance de l'entreprise.
La transition nécessite un effort initial, mais les résultats en termes de fiabilité et d'efficacité sont substantiels. Examinez votre flux de travail actuel par rapport à ces étapes, identifiez les plus grandes sources de variation et abordez-les une par une. Une sortie d’impression 3D stable est à la portée de tout laboratoire dentaire engagé.

Fraisage à sec et humide pour zircone, PMMA, cire avec changeur d'outils automatique.
apprendre encore plus
Numérisation 3D de haute précision, calibrage AI, précision de l'arche complète.
apprendre encore plus
Frittage complet de 40 minutes avec une translucidité incisive de 57 % et une résistance de 1 050 MPa.
apprendre encore plus
Scanner ultra-rapide d'une précision de 5 microns avec exportation STL ouverte.
apprendre encore plus
Cycle de 40 min pour 60 couronnes, creuset double couche et chauffage 200°C/min.
apprendre encore plus
Imprimante LCD haute vitesse pour guides, provisoires, modèles avec résolution 8K.
apprendre encore plus



2026-01-19

2026-04-08

2025-04-09


