


Bloques de circonio mejorados con nanopartículas para coronas duraderas
2025-10-06
2025-12-23
La producción de bloques de circonio dental sigue un proceso riguroso de varios pasos para garantizar alta calidad, resistencia y estética para aplicaciones CAD/CAM. A continuación se muestra una traducción detallada al inglés y una descripción del proceso.
El primer paso es mezcla de polvo en un taller dedicado equipado con mezcladores tridimensionales y mezcladores tipo V . Los parámetros de formulación y tiempo de mezcla se establecen según las características de los diferentes polvos. El personal profesional sigue estrictamente las proporciones de la receta para mezclar la materia prima (polvo de circonio) y luego distribuirla al taller de prensado en seco para darle forma.

El segundo paso es prensado en seco , divididos en dos tipos: un Taller de formación de circonitas blancas. y un Taller de formación de circonitas de colores. . El polvo mezclado se prensa en formas de bloques iniciales.
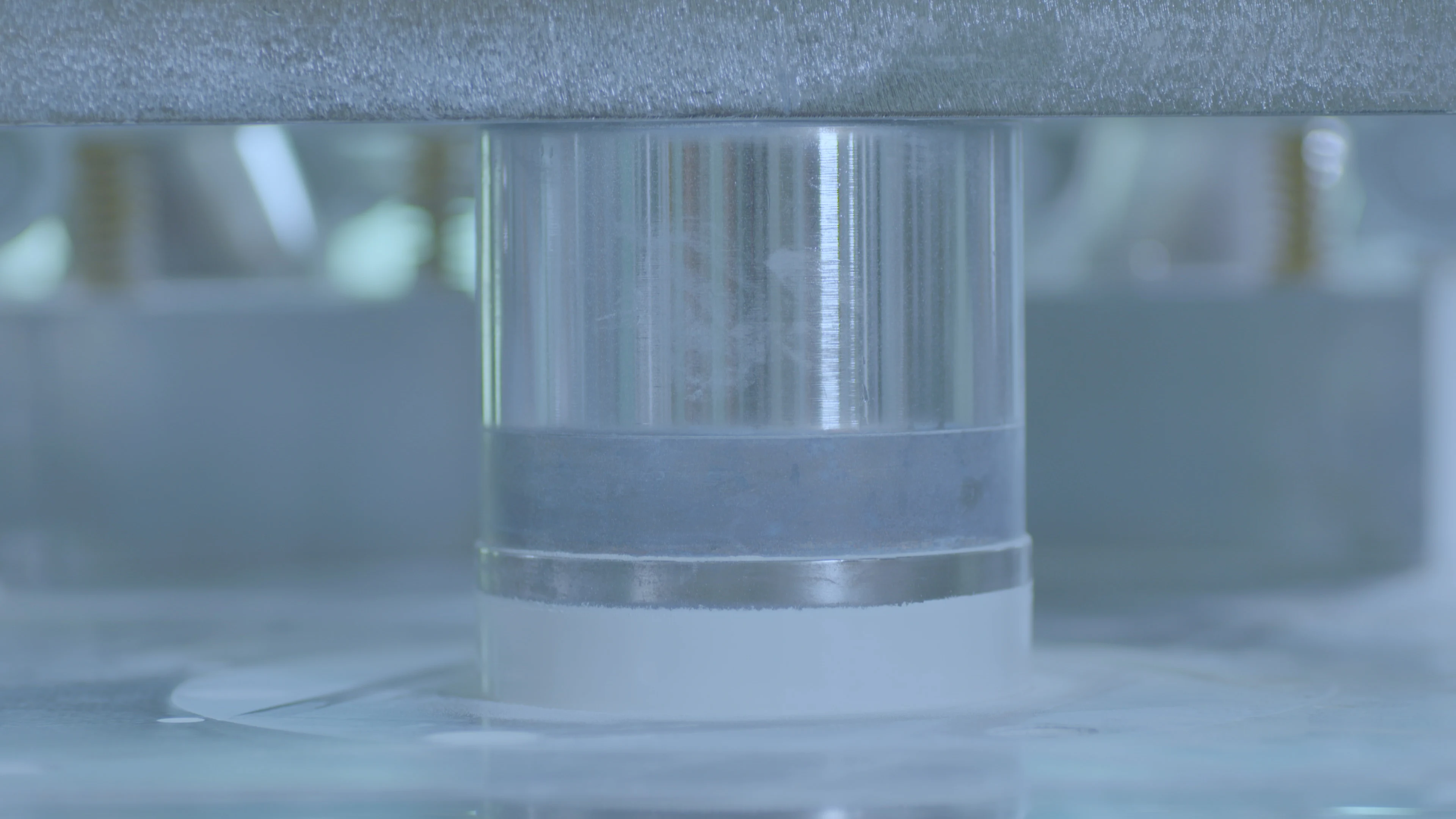
A continuación, los bloques de circonio envasados al vacío se transfieren al Taller de prensado isostático en frío. . Estos bloques son muy frágiles después del envasado al vacío y requieren CIP inmediato. La máquina hidráulica utiliza agua como medio para aplicar una presión uniforme, lo que da como resultado un volumen reducido y una densidad significativamente mayor.
Después del procesamiento, los bloques se someten a inspecciones dimensionales y de calidad. A continuación, los bloques cualificados proceden a la presinterización.
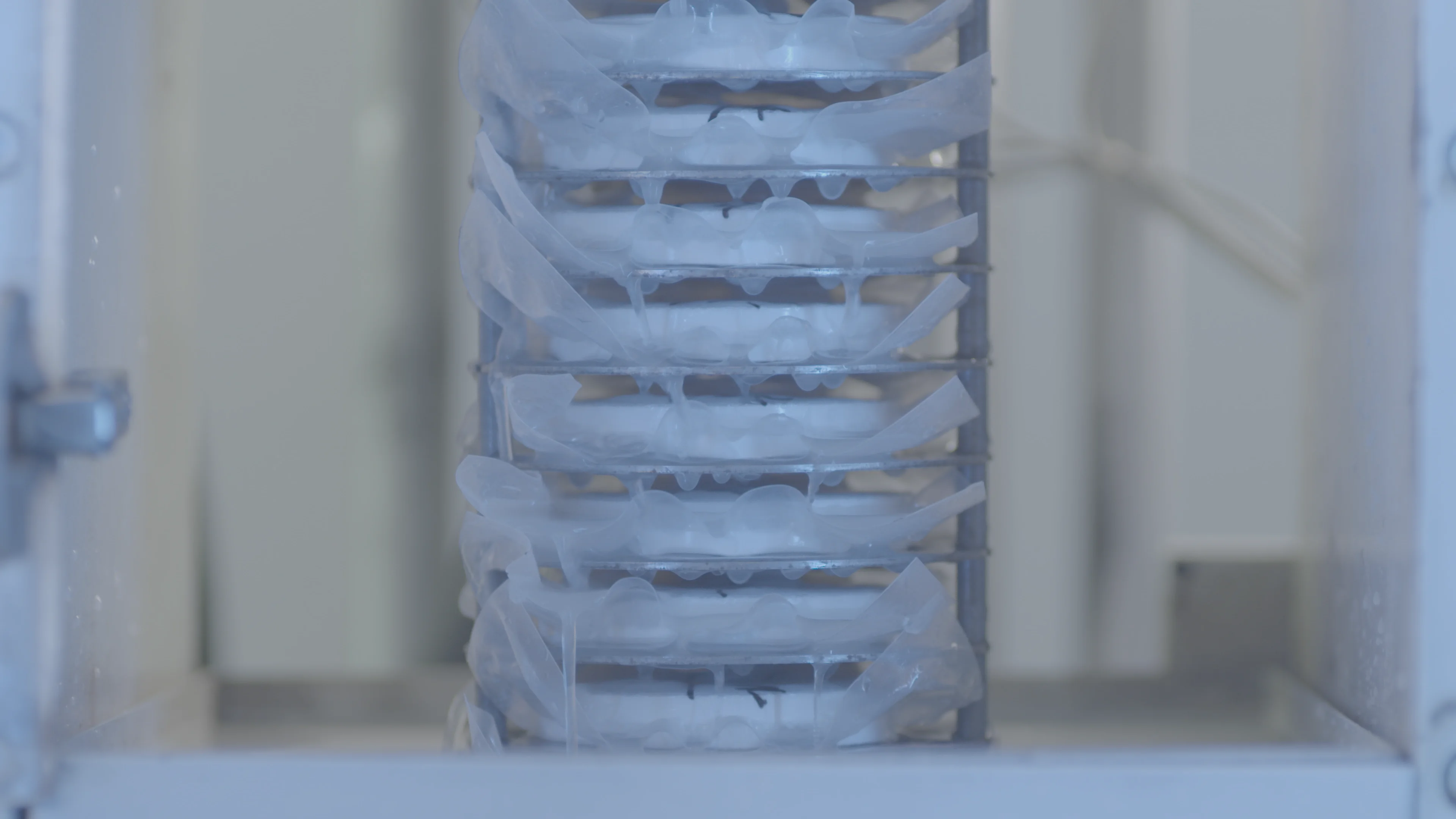
En el taller de presinterización La línea de sinterización se divide en baja temperatura, temperatura media , y zonas de alta temperatura . Las zonas de temperatura baja y media desaglutinan principalmente los bloques; dado que el polvo de circonio contiene aglutinantes, el calentamiento gradual evapora el material orgánico. Finalmente, la zona de alta temperatura aumenta aún más la densidad del producto. Los bloques calificados se enfrían y se dejan reposar por categoría antes de enviarlos al taller de mecanizado de formas.

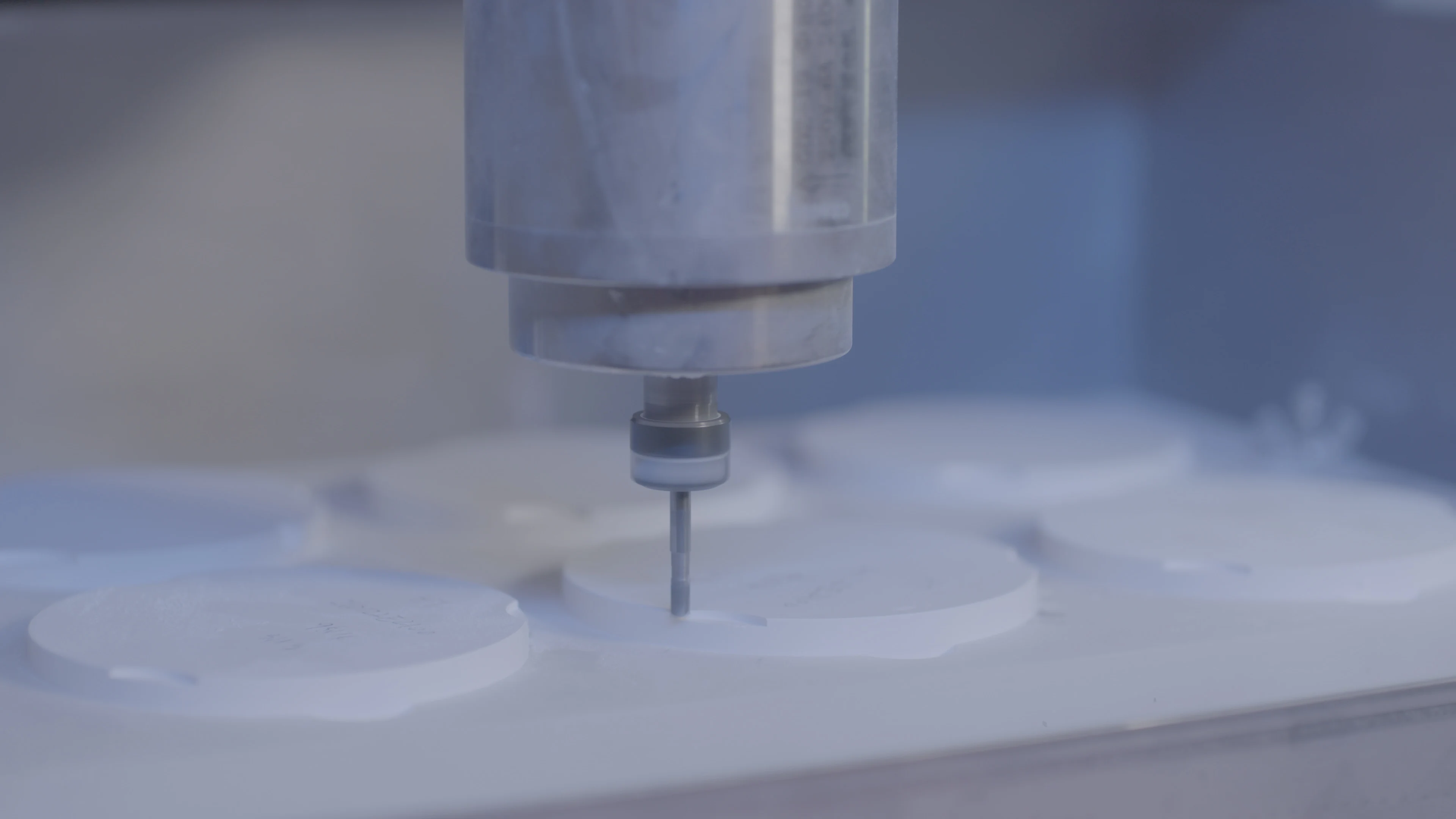
En el taller de mecanizado de formas , los bloques se procesan en máquinas herramienta según las dimensiones y apariencias especificadas por el cliente, garantizando formas externas estandarizadas y precisas.
Los bloques calificados después del mecanizado de formas se envían al sala de impresión y embalaje . La tecnología de impresión utilizada es impresión láser , capaz de procesar 100 bloques por hora. Equipado con lámparas UV, seca la tinta directamente durante la impresión para evitar manchas.
Finalmente, se empaquetan y envían bloques de circonio totalmente calificados.






2025-10-06

2026-01-08

2025-10-09


