

 中文
中文
Factores clave que influyen en la precisión de los escáneres intraorales dentales
2025-09-05
2026-04-28
impresión 3D se ha convertido en una piedra angular de los laboratorios dentales modernos, acelerando la creación de modelos de diagnóstico, matrices de trabajo, guías quirúrgicas y bases de alineadores. Sin embargo, muchos laboratorios continúan luchando resultados de impresión inestables — deformaciones, deriva dimensional, inconsistencias de capas y mala repetibilidad, que conducen a restauraciones que no ajustan bien, mayores tasas de rehecho y frustración del médico.
La buena noticia es que la mayor inestabilidad se debe a procesos fragmentados y no a la tecnología en sí. Un completo optimización del flujo de trabajo digital Este enfoque puede transformar resultados inconsistentes en una producción estable y predecible que satisfaga las demandas clínicas.
Estudios in vitro recientes muestran que las desviaciones cuadráticas medias (RMS) para los modelos dentales de arcada completa impresos en 3D comúnmente oscilan entre aproximadamente 73 μm y 194 μm, y muchos se ubican entre 109 μm y 140 μm. Las resinas lavables con agua han demostrado valores RMS medios más bajos (alrededor de 109 μm) en comparación con otras formulaciones en condiciones estandarizadas. Si bien estas cifras a menudo permanecen dentro de umbrales clínicos ampliamente aceptados (generalmente por debajo de 200 a 250 μm para modelos protésicos y de diagnóstico), la variabilidad entre lotes y las influencias ambientales con frecuencia hacen que los resultados salgan de tolerancias confiables.
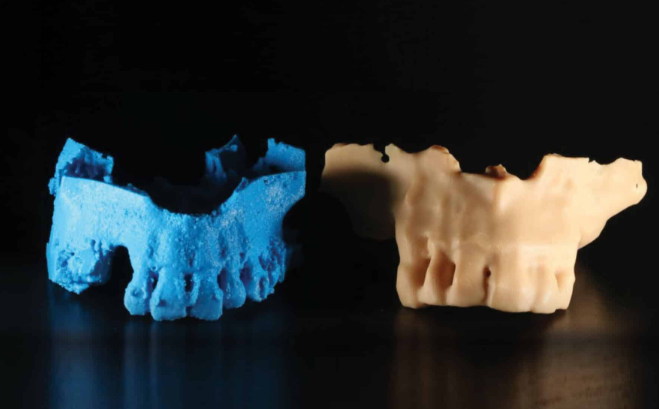
Las regiones posteriores, las superficies curvas y las áreas cercanas a los soportes tienden a exhibir desviaciones locales mayores. Factores como el tipo de resina, la orientación de la impresión, el grosor de la capa y el posprocesamiento desempeñan un papel importante tanto en la veracidad (cercanía al escaneo original) como en la precisión (repetibilidad).
Las manifestaciones comunes de inestabilidad incluyen deformación de la base, imprecisiones oclusales, distorsión marginal, delaminación y deriva dimensional progresiva en múltiples impresiones.
La inestabilidad generalmente surge de variables no controladas en todo el flujo de trabajo.:
La orientación de la impresión influye significativamente en los resultados; ciertos ángulos aumentan las distorsiones relacionadas con el soporte o los efectos gravitacionales en grandes superficies.

Los laboratorios exitosos tratan la impresión 3D como un proceso de fabricación controlado. A continuación se muestra un marco de optimización práctico paso a paso.:
1. Fortalecer los pasos digitales ascendentes (escaneo y diseño)
Los datos precisos son esenciales. Utilice escáneres intraorales o de laboratorio de alta precisión y valide la integridad de los escaneos. En el software CAD, aplique reparación de malla automatizada, aplique parámetros de diseño consistentes e incorpore factores de compensación de contracción del material conocidos. Cree bibliotecas de plantillas validadas para diferentes tipos de modelos con diseños base optimizados y estrategias de soporte.
2. Implementar una calibración y un mantenimiento rigurosos de la impresora
Establezca rutinas de calibración diarias o por turno.:
El mantenimiento preventivo reduce la mayoría de los problemas de adherencia y uniformidad.
3. Estandarizar la preparación y el corte previo a la impresión
En determinadas tecnologías, espesores de capa más pequeños o parámetros de boquilla optimizados pueden mejorar el detalle de la superficie y reducir el efecto escalera.
4. Controlar el posprocesamiento para la estabilidad dimensional
El posprocesamiento suele ser el eslabón más débil. Estandarizar:
Un poscurado adecuado mejora las propiedades mecánicas y al mismo tiempo minimiza las tensiones residuales que causan inestabilidad a largo plazo.
5. Construir procedimientos operativos estandarizados (SOP) y control de calidad de extremo a extremo
Los laboratorios que implementan una estandarización completa a menudo logran resultados clínicos más predecibles y reducen el desperdicio de material.
Defina objetivos claros basados en la aplicación. Muchos modelos protésicos y de diagnóstico funcionan bien por debajo de una desviación RMS general de 150 a 200 μm, mientras que las guías quirúrgicas y los componentes de alta precisión exigen tolerancias más estrictas. Utilice mapas de desviación codificados por colores junto con los valores RMS para una evaluación integral.
Comience la optimización en elementos de gran volumen, como modelos de estudio o de trabajo, y luego escale a aplicaciones más exigentes. Realice auditorías internas periódicas, revise los registros de fallas y ajuste los parámetros en función de los datos. El control ambiental y la capacitación del personal generan beneficios cada vez mayores con el tiempo.
Un flujo de trabajo digital bien optimizado no solo estabiliza la impresión 3D sino que también mejora la eficiencia general del laboratorio, acorta los tiempos de respuesta y fortalece las relaciones con los médicos a través de resultados más consistentes.
Los modelos dentales impresos en 3D inestables rara vez son una limitación inherente de la tecnología; generalmente son síntomas de un flujo de trabajo fragmentado o no optimizado. Al optimizar sistemáticamente cada etapa (escaneo preciso, preparación sólida de archivos, calibración disciplinada, parámetros estandarizados, posprocesamiento controlado y control de calidad riguroso), los laboratorios dentales pueden lograr una producción confiable y repetible que cumpla o supere las expectativas clínicas.

Fresado en seco y húmedo para circonio, PMMA y cera con cambiador automático de herramientas.
aprender más
Escaneo 3D de alta precisión, calibración AI, precisión de arco completo.
aprender más
Sinterización completa en 40 minutos con 57% de translucidez incisal y resistencia de 1050 MPa.
aprender más
Escáner ultrarrápido de precisión de 5 micrones con exportación STL abierta.
aprender más
Ciclo de 40 min para 60 coronas, crisol bicapa y calentamiento a 200°C/min.
aprender más
Impresora LCD de alta velocidad para guías, temporales, modelos con resolución 8K.
aprender más




2025-09-05

2026-04-09

2025-11-04


