

 中文
中文
Cómo la tecnología CAD/CAM mejora la experiencia del paciente en odontología
2026-01-11
2026-06-05
¡Bienvenido a las preguntas frecuentes de YUCERA! Cada semana abordamos un verdadero desafío al que se enfrentan nuestros clientes con los equipos CAD CAM y el bloque de circonio. Los conocimientos provienen directamente de nuestros equipos de I+D, marketing y posventa. ¿Curioso? ¿Tiene algún problema que le gustaría resolver? Únase a la conversación, comparta su experiencia y descubra soluciones que hacen que su flujo de trabajo sea más inteligente y eficiente.
Nuestro tema de hoy es "Preguntas frecuentes sobre la impresora 3D dental P100 | Reparar desprendimientos de impresión, cambios de capas y fallas a mitad de impresión"

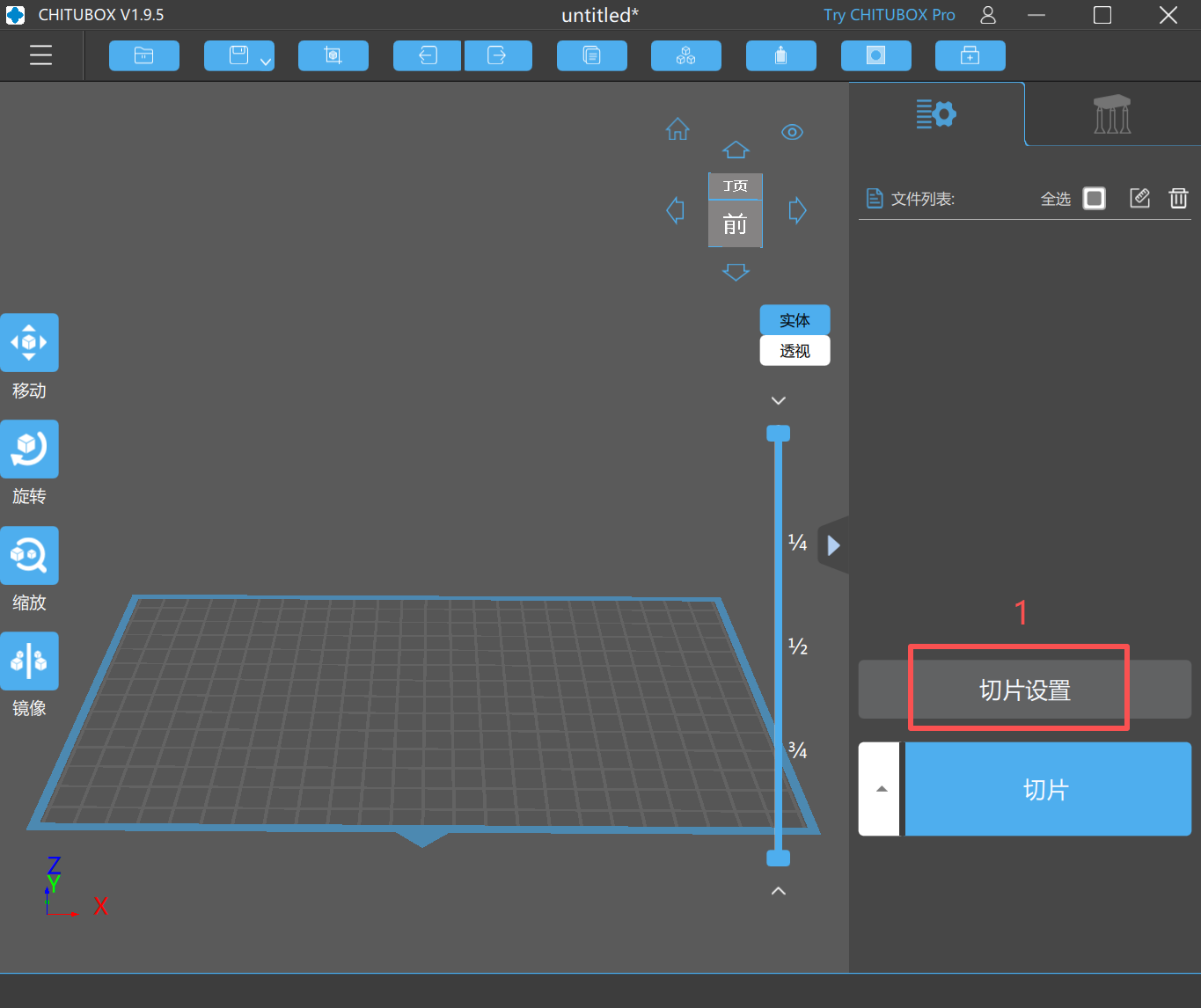
1. Verifique la exposición de la pantalla LCD
Verifique que la pantalla LCD funcione correctamente y se exponga normalmente.
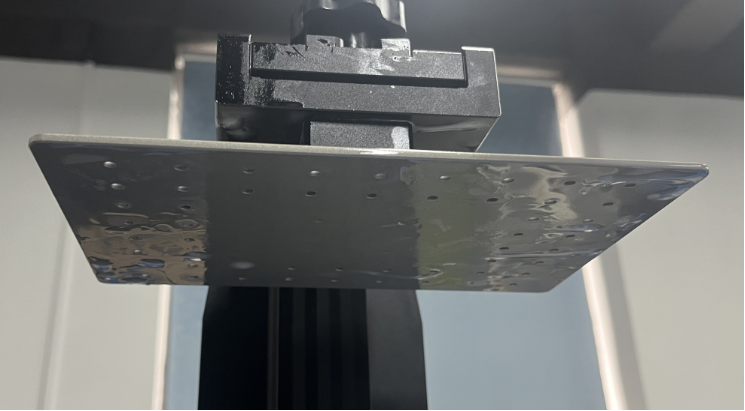
2. Verificar la nivelación de la plataforma de construcción
La nivelación inadecuada de la plataforma es una de las causas más comunes de desprendimiento de impresiones.
Vuelva a nivelar la plataforma de construcción siguiendo el procedimiento de calibración estándar.
Asegúrese de que la plataforma esté firmemente asegurada después de nivelarla.
3. Aumente el tiempo de exposición de la capa inferior
Una exposición insuficiente de la capa inferior puede provocar una adhesión débil entre el modelo y la plataforma de construcción.
Aumente gradualmente el tiempo de exposición del fondo según las recomendaciones del fabricante de la resina.
Después del ajuste, realice una impresión de prueba para verificar el rendimiento de la adhesión.

4. Inspeccione la película de liberación (película FEP/PFA)
Revise la película antiadherente en busca de rayones, opacidades, abolladuras, arrugas o desgaste excesivo.
Limpie la película a fondo e inspeccione su superficie bajo una iluminación adecuada.
Si es necesario, palpe suavemente la superficie con un raspador de plástico para identificar las áreas dañadas.
Reemplace la película protectora si detecta desgaste o daño significativo.
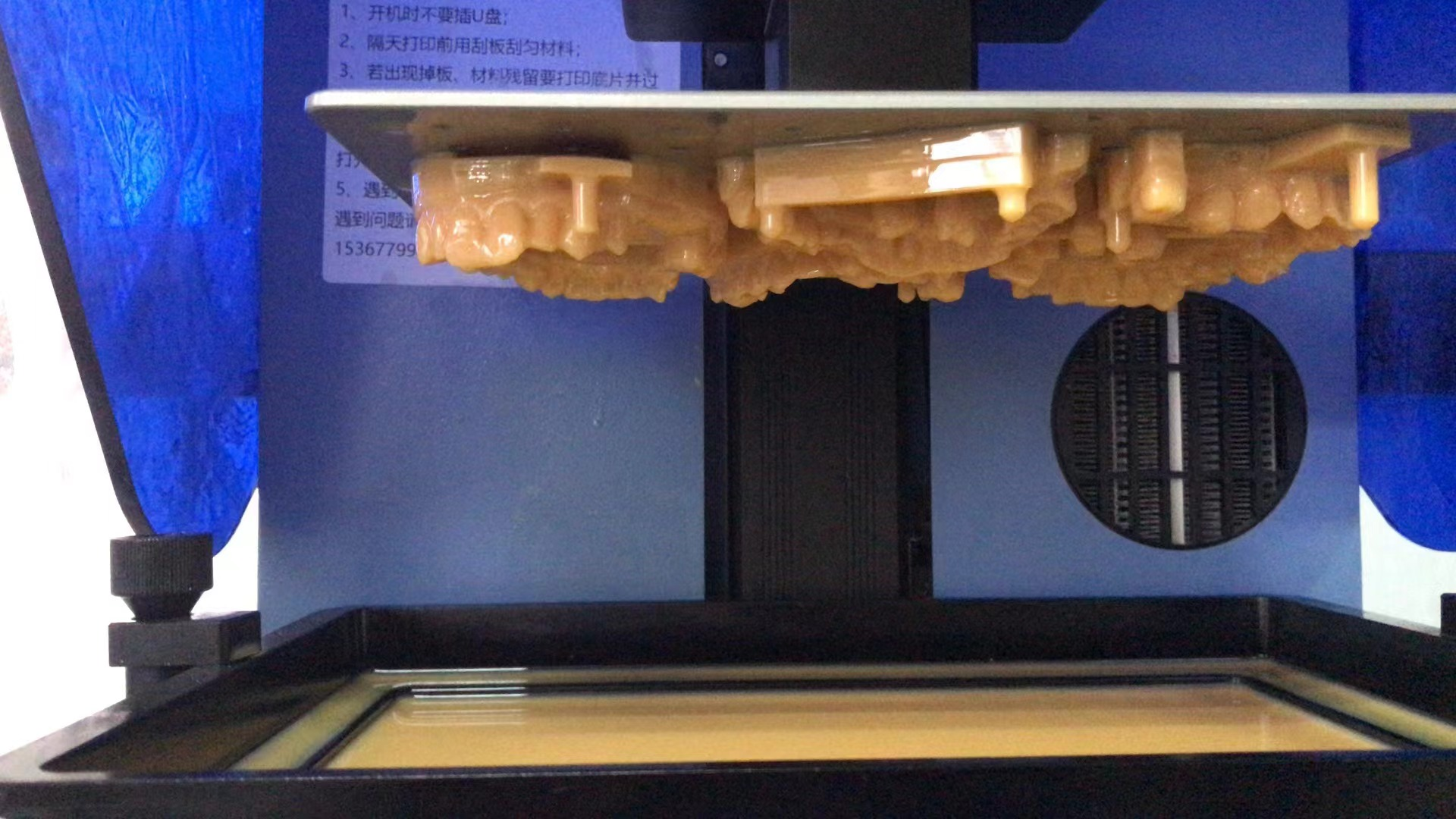

1. Verifique que no haya residuos en la plataforma de construcción o dentro del tanque de resina
Inspeccione la superficie de la plataforma de construcción en busca de residuos de resina curada o partículas extrañas.
Utilice un raspador para eliminar cualquier residuo de la superficie de la plataforma.
Revise cuidadosamente el tanque de resina con un raspador de plástico para asegurarse de que no queden fragmentos curados dentro de la tina.
2. Verificar la nivelación y la planitud de la plataforma
Vuelva a nivelar la plataforma de construcción según el procedimiento de calibración estándar.
Inspeccione la plataforma para detectar daños por impacto o deformaciones causadas por colisiones accidentales.
Si hay áreas elevadas o rebabas, alíselas cuidadosamente con papel de lija de grano fino antes de volver a nivelar la plataforma.
3. Inspeccione la pantalla LCD en el área afectada
Asegúrese de que la superficie de la pantalla LCD esté limpia y libre de contaminación de resina, huellas dactilares o polvo.
Preste especial atención al área correspondiente a la región de impresión fallida.
Realice una prueba de inspección de la pantalla para verificar la transmisión y exposición normales de la luz.
4. Aumente el tiempo de exposición de la capa inferior
Una exposición insuficiente del fondo puede causar una adhesión débil en ciertas áreas de la plataforma de construcción.
Aumente adecuadamente el tiempo de exposición de la capa inferior y realice una impresión de prueba para verificar el resultado.

5. Confirme que el tanque de resina esté bien sujeto
Verifique que los tornillos de montaje del tanque de resina estén completamente apretados.
Un tanque de resina suelto puede causar fuerzas de separación de capas desiguales, lo que resulta en fallas de impresión localizadas.


1. Verifique la tensión de la película de liberación (película FEP/PFA)
Limpie el tanque de resina e inspeccione el estado de la película antiadherente.
Golpee suavemente el centro de la película antiadherente para comprobar su elasticidad y tensión.
Una película excesivamente suelta, demasiado estirada o envejecida puede aumentar las fuerzas de separación y provocar el desprendimiento de las capas o la rotura del modelo.
Reemplace la película antiadherente si muestra tensión reducida, deformación o desgaste excesivo.
2. Inspeccione el tanque de resina en busca de desechos o fragmentos de resina curados.
Los fragmentos de resina curada que quedan en el tanque pueden interferir con el proceso de impresión y provocar cambios de capa o fallas de impresión.
Vacíe y limpie a fondo el tanque de resina.
Realice una exposición de limpieza del tanque para eliminar el material curado residual.
Verifique tanto la pantalla LCD como el tanque de resina para detectar anomalías antes de reiniciar la impresión.
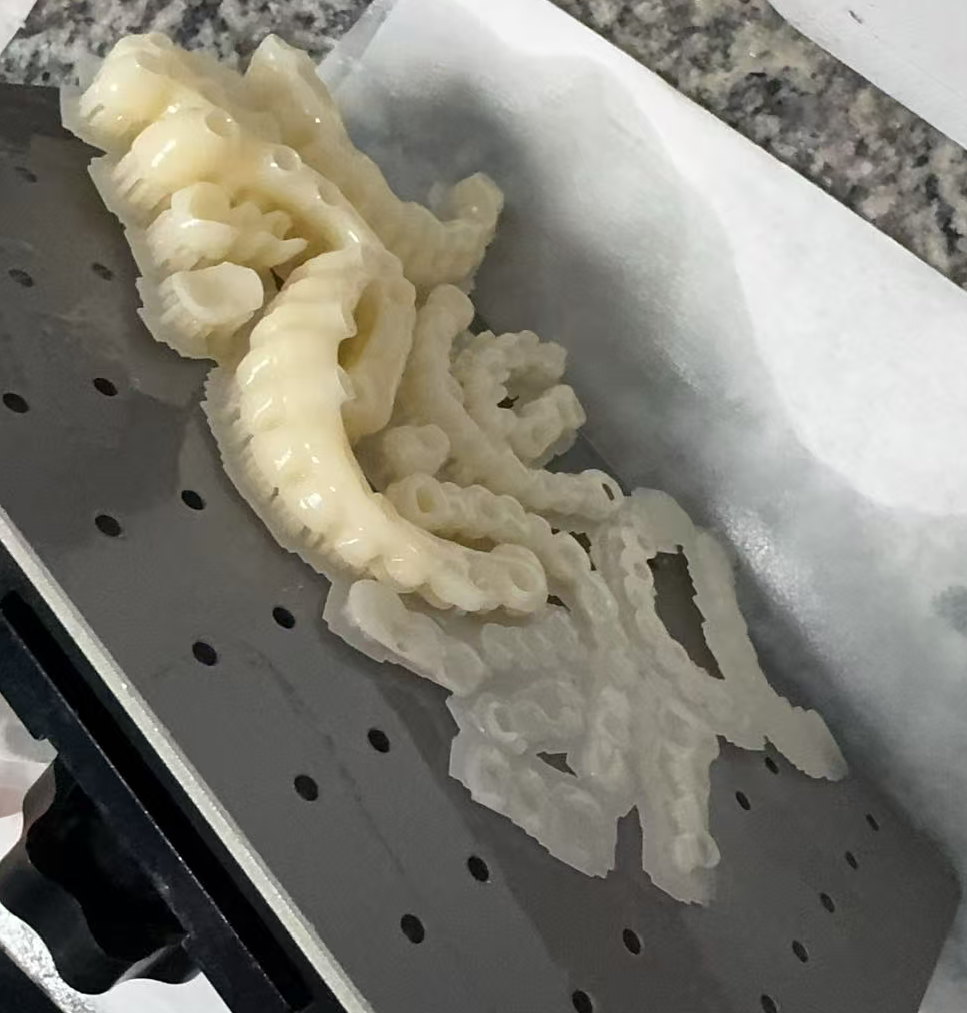
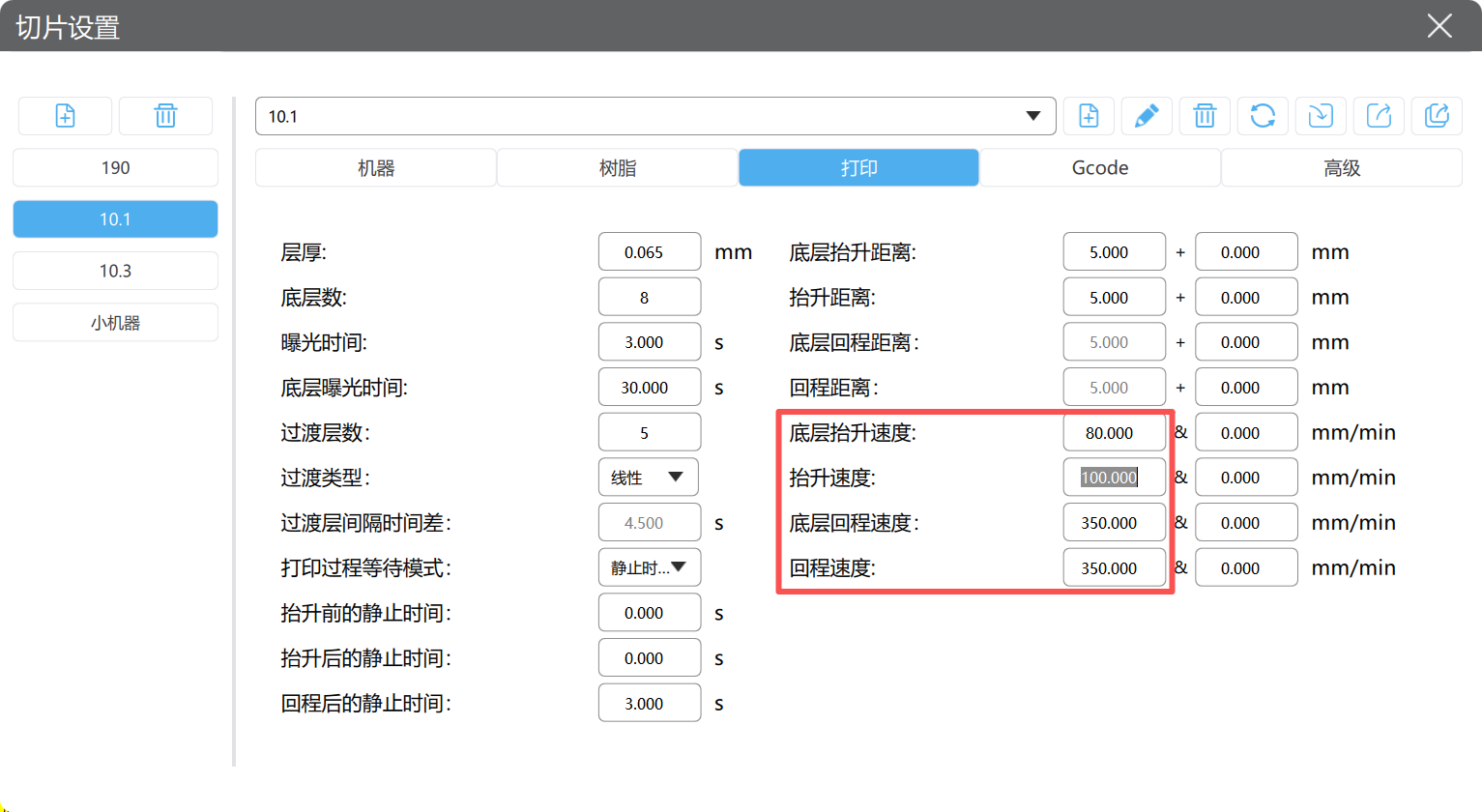
3. Reducir la velocidad de impresión
Una velocidad excesiva de elevación o retracción puede aumentar la tensión mecánica en el modelo, especialmente para geometrías altas, delgadas o complejas.
Reduzca adecuadamente la velocidad de elevación y la velocidad de separación para mejorar la estabilidad de la impresión.
Las velocidades más bajas ayudan a reducir el riesgo de separación de capas, grietas y fallas a mitad de impresión.

Fresado en seco y húmedo para circonio, PMMA y cera con cambiador automático de herramientas.
aprender más
Escaneo 3D de alta precisión, calibración AI, precisión de arco completo.
aprender más
Sinterización completa en 40 minutos con 57% de translucidez incisal y resistencia de 1050 MPa.
aprender más
Escáner ultrarrápido de precisión de 5 micrones con exportación STL abierta.
aprender más
Ciclo de 40 min para 60 coronas, crisol bicapa y calentamiento a 200°C/min.
aprender más
Impresora LCD de alta velocidad para guías, temporales, modelos con resolución 8K.
aprender más




2026-01-11

2024-11-06

2026-03-30


