

 chinesisch
chinesisch
Schlüsselfaktoren, die die Genauigkeit zahnärztlicher Intraoralscanner beeinflussen
2025-09-05
2026-04-28
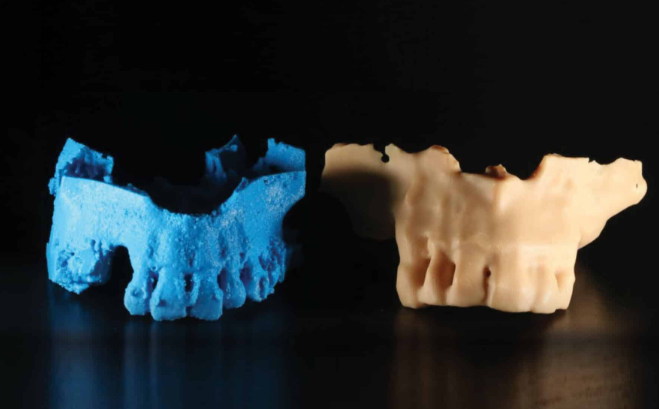
3D-Druck ist zu einem Eckpfeiler moderner Dentallabore geworden und beschleunigt die Erstellung von Diagnosemodellen, Arbeitsstümpfen, Bohrschablonen und Aligner-Basen. Dennoch kämpfen viele Labore weiter instabile Druckergebnisse — Verzug, Maßabweichung, Schichtinkonsistenzen und schlechte Wiederholbarkeit – das führt zu schlecht sitzenden Restaurationen, höheren Neuanfertigungsraten und Frustration beim Arzt.
Die gute Nachricht ist, dass die meiste Instabilität auf fragmentierte Prozesse und nicht auf die Technologie selbst zurückzuführen ist. Ein umfassendes Digitale Workflow-Optimierung Der Ansatz kann inkonsistente Ergebnisse in eine stabile, vorhersehbare Produktion umwandeln, die den klinischen Anforderungen entspricht.
Jüngste In-vitro-Studien zeigen, dass die quadratischen Mittelwertabweichungen (RMS) bei 3D-gedruckten Vollzahnmodellen üblicherweise zwischen etwa 73 μm und 194 μm liegen, wobei viele zwischen 109 μm und 140 μm liegen. Wasserwaschbare Harze haben im Vergleich zu anderen Formulierungen unter standardisierten Bedingungen niedrigere mittlere RMS-Werte (ca. 109 μm) gezeigt. Während diese Werte häufig innerhalb allgemein akzeptierter klinischer Grenzwerte bleiben (typischerweise unter 200–250 μm für Diagnose- und Prothesenmodelle), führen Schwankungen von Charge zu Charge und Umwelteinflüsse häufig dazu, dass die Ergebnisse außerhalb der zuverlässigen Toleranzen liegen.
Seitenzahnregionen, gekrümmte Flächen und Bereiche in der Nähe von Stützen weisen tendenziell größere lokale Abweichungen auf. Faktoren wie Harztyp, Druckausrichtung, Schichtdicke und Nachbearbeitung spielen eine wichtige Rolle sowohl für die Richtigkeit (Nähe zum Originalscan) als auch für die Präzision (Wiederholbarkeit).
Zu den häufigsten Anzeichen einer Instabilität gehören Basisverwerfungen, okklusale Ungenauigkeiten, Randverzerrungen, Delamination und fortschreitende Maßabweichungen bei mehreren Drucken.
Instabilität entsteht normalerweise durch unkontrollierte Variablen im gesamten Arbeitsablauf:
Die Druckausrichtung hat erheblichen Einfluss auf die Ergebnisse. Bestimmte Winkel erhöhen auf großen Flächen unterstützungsbedingte Verzerrungen oder Gravitationseffekte.

Erfolgreiche Labore betrachten den 3D-Druck als kontrollierten Herstellungsprozess. Hier ist ein praktisches, schrittweises Optimierungs-Framework:
1. Vorgelagerte digitale Schritte stärken (Scannen und Design)
Genaue Eingaben sind unerlässlich. Verwenden Sie hochpräzise Intraoral- oder Laborscanner und überprüfen Sie die Scans auf Vollständigkeit. Wenden Sie in der CAD-Software eine automatische Netzreparatur an, erzwingen Sie konsistente Konstruktionsparameter und integrieren Sie bekannte Kompensationsfaktoren für die Materialschrumpfung. Erstellen Sie validierte Vorlagenbibliotheken für verschiedene Modelltypen mit optimierten Basisdesigns und Supportstrategien.
2. Führen Sie eine strenge Druckerkalibrierung und -wartung durch
Richten Sie tägliche oder schichtweise Kalibrierungsroutinen ein:
Vorbeugende Wartung reduziert die meisten Haftungs- und Gleichmäßigkeitsprobleme.
3. Standardisieren Sie die Vorbereitung und Aufteilung vor dem Druck
Geringere Schichtdicken oder optimierte Düsenparameter bei bestimmten Technologien können die Oberflächendetails verbessern und den Treppeneffekt reduzieren.
4. Kontrollieren Sie die Nachbearbeitung für Dimensionsstabilität
Die Nachbearbeitung ist oft das schwächste Glied. Standardisieren:
Eine ordnungsgemäße Nachhärtung verbessert die mechanischen Eigenschaften und minimiert gleichzeitig Restspannungen, die zu langfristiger Instabilität führen.
5. Erstellen Sie durchgängig standardisierte Betriebsabläufe (SOPs) und Qualitätskontrolle
Labore, die eine vollständige Standardisierung implementieren, erzielen häufig vorhersehbarere klinische Ergebnisse und reduzieren die Materialverschwendung.
Definieren Sie klare, anwendungsbezogene Ziele. Viele diagnostische und prothetische Modelle weisen eine Gesamt-RMS-Abweichung von deutlich weniger als 150–200 μm auf, während Bohrschablonen und hochpräzise Komponenten engere Toleranzen erfordern. Nutzen Sie farbcodierte Abweichungskarten neben RMS-Werten für eine umfassende Auswertung.
Beginnen Sie mit der Optimierung bei hochvolumigen Artikeln wie Studien- oder Arbeitsmodellen und skalieren Sie dann auf anspruchsvollere Anwendungen. Führen Sie regelmäßige interne Audits durch, überprüfen Sie Fehlerprotokolle und passen Sie Parameter datengesteuert an. Umweltkontrolle und Mitarbeiterschulung sorgen im Laufe der Zeit für noch größere Vorteile.
Ein gut optimierter digitaler Workflow stabilisiert nicht nur den 3D-Druck, sondern verbessert auch die Gesamteffizienz des Labors, verkürzt die Durchlaufzeiten und stärkt die Beziehungen zu Ärzten durch konsistentere Ergebnisse.
Instabile 3D-gedruckte Zahnmodelle sind selten eine inhärente Einschränkung der Technologie – sie sind in der Regel Symptome eines nicht optimierten oder fragmentierten Arbeitsablaufs. Durch die systematische Optimierung jeder Phase – präzises Scannen, robuste Dateivorbereitung, disziplinierte Kalibrierung, standardisierte Parameter, kontrollierte Nachbearbeitung und strenge Qualitätskontrolle – können Dentallabore eine zuverlässige, wiederholbare Produktion erreichen, die die klinischen Erwartungen erfüllt oder übertrifft.

Trocken- und Nassfräsen für Zirkonoxid, PMMA, Wachs mit automatischem Werkzeugwechsler.
Erfahren Sie mehr
Hochpräzises 3D-Scannen, KI-Kalibrierung, Genauigkeit des gesamten Zahnbogens.
Erfahren Sie mehr
40-minütiges vollständiges Sintern mit 57 % inzisaler Transluzenz und 1050 MPa Festigkeit.
Erfahren Sie mehr
Ultraschneller 5-Mikron-Genauigkeitsscanner mit offenem STL-Export.
Erfahren Sie mehr
40-Minuten-Zyklus für 60 Kronen, zweischichtiger Tiegel und 200 °C/Minute Erhitzen.
Erfahren Sie mehr
Hochgeschwindigkeits-LCD-Drucker für Anleitungen, Provisorien und Modelle mit 8K-Auflösung.
Erfahren Sie mehr




2025-09-05

2026-04-09

2025-11-04


